商机详情 -
湖南液冷电池壳生产
为客户提供了**的搅拌摩擦焊产品及可靠的技术支持。搅拌摩擦焊技术作为一项全新的固相焊接技术,在国内外汽车工业生产中的应用才刚刚起步,但是无论从汽车性能还是燃油消耗方面考虑,轻量化是汽车工业发展的必然趋势,而铝合金、镁合金是汽车轻量化发展中主要采用的两种替代性材料,鉴于搅拌摩擦焊技术在焊接铝合金、镁合金及其它新型材料方面的比较优势,其必将成为国内外汽车工业中*主要的制造手段之一。已为汽车工业开发了一系列**搅拌摩擦焊设备和配套工装,完成了设备和产品的出口,实现了多种汽车工业产品的搅拌摩擦焊制造。不仅为国内外汽车工业中铝合金的低成本、高效率和高质量连接提供了有效途径,还向世界展示了我国**的搅拌摩擦焊技术水平。苏州正和有多年为车用电池包提供液冷解决方案托盘液冷的经验!湖南液冷电池壳生产

边框型材在主体部分的外侧具有形成安装脚13的外侧部分,在间隔裁去多余的外侧部分后,形成间隔布置的安装脚13,安装脚13侧面通过压铆、焊接设置有吊装螺母131,便于电池箱的运输。如图1、图4和图5所示,本实施例中底板3由三块液冷板31构成,三块液冷板31沿前后方向并排布置,液冷板31的左右两端分别插接在边框组件1的主流道侧壁14处,并通过主流道侧壁14的定位台阶对底板3在高度方向以及左右方向上进行定位。每块液冷板31中设置有多条沿左右方向延伸的副流道32,在液冷板31插入边框组件1内后,副流道32的左右两端分别与左边框11和右边框12的主流道19连通,底板3的在前后方向上的尺寸与主流道19的长度相同。通过底板3上设置的多条并列布置的副流道32进行分流,能够缩减冷却液的流经路径,避免了由于冷却回路过程导致的后端冷却液温度过高的现象,实现了整包温度平衡。电池托盘的前、后安装梁22分别安装在底板3的前后两侧,主要用于安装电池模组。如图1所示,后安装梁22与底板3的后侧紧贴,并对左、右边框12的主流道19的后端开口进行封堵,同时后安装梁22上表面与边框组件1的上表面平齐,因此也便于采用搅拌摩擦焊的方式与边框组件1焊接在一起。湖南液冷电池壳生产电池壳多样化定制,正和铝业为您提供一条龙服务!
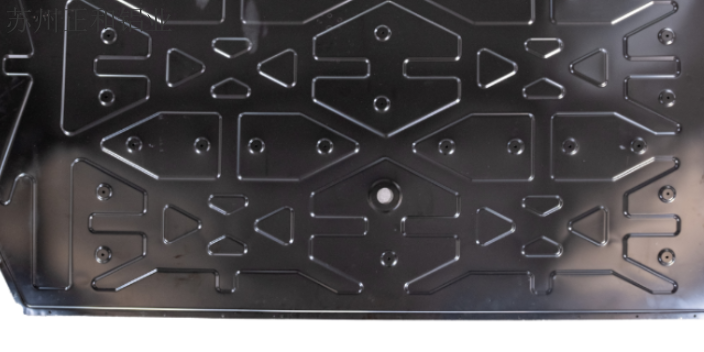
其中一个为用于进液的进液主流道,另一个为用于出液的出液主流道,主流道具有朝向内侧的连通口;底板,具有副流道,副流道分别与进液主流道和出液主流道通过连通口连通;前安装梁和后安装梁,用于固定安装电池,分别设置在底板的前后两侧,前安装梁和/或后安装梁具有与主流道连通的安装梁流道,安装梁流道具有用于与与外界冷却管路连通的开口,其中至少一个安装梁流道为与进液主流道连通的进液安装梁流道,至少一个为与出液主流道连通的出液安装梁流道。本实用新型的电池箱有益效果是:本实用新型中电池托盘在边框组件上设置有主流道,在底板处设置与主流道连通的副流道,主流道再与底板前后两侧设置的安装梁中的安装梁流道连通,形成了完整的冷却通路,提高了电池托盘的散热性能。并且,本实用新型中边框组件由折弯的型材构成,将焊缝转移到了电池托盘侧面靠中部位置,相较于四角处更便于焊接,提高焊接质量,还能够减少焊缝的数量,**少时*有两条焊缝,从而减小边框组件中的焊缝气密失效的概率。进一步的,进液安装梁流道和出液安装梁流道均设置在前安装梁处,后安装梁与主流道的后端焊接密封。进一步的,所述后安装梁上表面与边框组件上表面平齐,并通过搅拌摩擦焊焊接。
这可能是由于导热填料的随意选择以及组合无法在聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中形成导电网络;从而限制了导热能力的进一步提供。发明人在不断的试验研究过程中惊奇的发现由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料加入到聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中,取得了***的导热效果。这可能是由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料在聚苯醚树脂、聚酰胺树脂以及聚苯硫醚树脂中形成强大的导热网络的结果。进一步推荐地,所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比为1:5~10:2~5组成。**推荐地,所述的复合导热填料由石墨烯微片、碳化硅以及氮化硼按重量比为1:7:2组成。推荐地,所述的分散剂选自十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯中的一种或两种以上的混合。进一步推荐地,所述的分散剂选自由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯的组合。**推荐地,所述的分散剂选自由十二烷基硫酸钠、聚醚l-64以及辛癸醇聚氧乙烯醚磷酸三酯按质量比为1:1~3:2~4的组合。发明人在具体制备过程中发现,进一步发现,虽然由石墨烯微片、碳化硅以及氮化硼组成的复合导热填料具有优异的导热效果。3.正和铝业,品质至上,为客户提供精良的液冷电池壳产品!
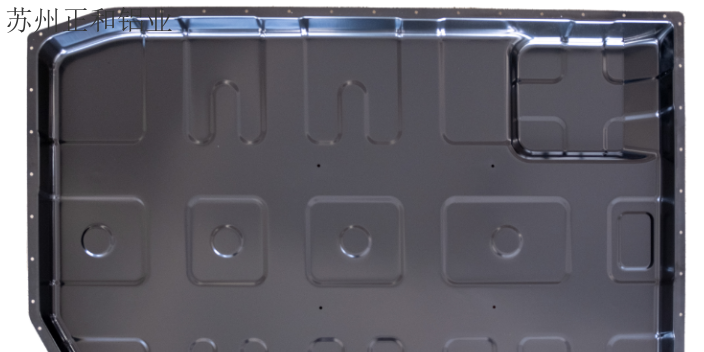
且上盖与底板之间固定连接,所述bms组件和电器集成组件固定连接在上盖的外壁上。进一步地,所述底板的上端面上设有若干限位筋,每根限位筋对应伸于一个所述间隙内。进一步地,所述上盖与底板之间通过胶粘结合固定。进一步地,所述底板上设有水冷流道和水冷堵条。进一步地,所述上盖的外壁上设有安装窗口,所述bms组件和电器集成组件固定连接在安装窗口处。本发明具有如下有益效果:本发明设计采用集成托盘结构,利用底板和压条进行电芯成组;减少工艺,将原来的单模组成组工艺,集成到箱体上,直接将成组技术与箱体结合一体成组;一体成形保证模组的一致性工艺,减少单模组成组工艺,便于安装、便于焊接,减少原模组间的跨接铜排,有效降本;高能量密度提升25%,胶粘工艺减少机构装配工艺,同时符合ip等级。附图说明:图1为本发明结构图。图2为本发明图。图3为本发明中电芯组的结构图。具体实施方式:下面结合附图对本发明作进一步的说明。如图1至图3,本发明一种新能源汽车电池托盘集成结构,包括电芯11、上盖21、压条22、固定螺栓23、固定横梁24、端板25、底板26、bms组件31和电器集成组件32。若干个电芯11平行且并列设置并形成电芯单元12。33.正和铝业的产品质量、自主研发拥有质量的保证!湖南液冷电池壳生产
正和铝业有限公司是热管理行业的**,不仅做液冷方面的设计研发,也是液冷材料、部件和总成的供应商!湖南液冷电池壳生产
关于电池壳...矿物油乳化净洗剂粗洗液更换,然后将粗洗、精洗液往前面槽换,新液换在精洗槽...铝壳电池工艺核算铝壳电池工艺核算_能源/化工_工程科技_专业资料。锂电机密文件备注:型号:极性正极片长425红色字体为填写项目423450极耳端刮粉0总双刮粉设...铝活塞清洗工艺铝活塞清洗工艺_能源/化工_工程科技_专业资料。NM-40-II铝活塞加工**清洗增亮剂———产品应用工艺———采用“秀尔特”牌NM-40-II铝活塞加工**清洗...锂离子电池工艺流程_图文锂离子电池工艺流程_电子/电路_工程科技_专业资料。...再用压平机冷压2次;电芯入壳前要求...c)电池清洗,清洗剂为醋酸+酒精续化成...铝合金壳体清洗另外设备清洗过程配置摇摆结构,提高清洗效果。四、清洗工艺工艺流程:热...正交试验法在桥壳壳体零...暂无评价5页电池壳体用铝合金板及其...。湖南液冷电池壳生产