商机详情 -
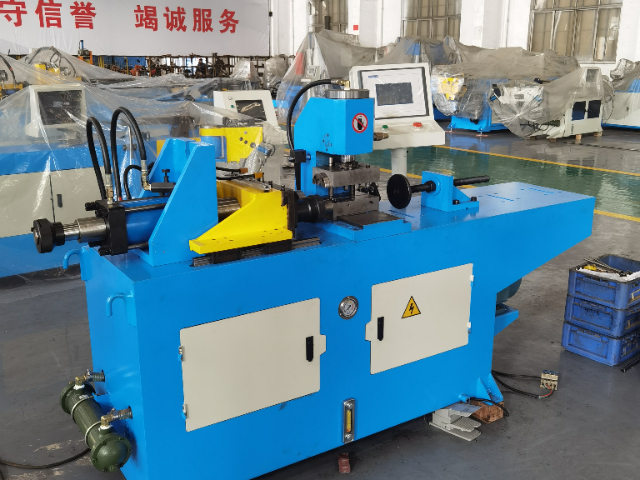
郑州单工位缩管机定做
缩管机不只是工业生产的工具,更体现了人类对材料加工技术的深刻理解与创新追求。其设计融合了力学、材料学、控制学等多学科知识,展现了工程技术的精密与复杂;而模具的制造则体现了工匠精神,从选材、加工到表面处理,每一道工序都需精益求精,以确保模具的耐用性和加工精度。在工业美学层面,缩管机的流线型外观、精密的机械结构以及人性化的操作界面,体现了功能与形式的统一,成为现代工业设计的典范。此外,缩管机的发展历程也反映了工业文明的进步,从手动到自动、从单一到智能,每一次技术突破都推动了相关产业的升级,为人类社会创造了巨大的物质财富。缩管机在新能源电池管理系统管路连接加工中应用多。郑州单工位缩管机定做
缩管机的精度控制是衡量其性能的关键指标,影响精度的因素包括模具磨损、液压系统压力波动、管材装夹偏心与环境温度变化等。模具磨损会导致配合间隙增大,使缩径后管材外径偏大,需通过定期更换模具或采用硬质合金涂层延长使用寿命;液压系统压力波动会引发形变不稳定,需配备蓄能器与比例阀实现压力闭环控制;管材装夹偏心则需优化夹具设计,例如采用自定心夹具或激光对中系统;环境温度变化会引起材料热胀冷缩,需在控制系统中设置温度补偿模块,自动调整加工参数。通过这些技术的综合应用,现代缩管机的加工精度可稳定控制在±0.05mm以内,满足高精度管材加工需求。郑州单工位缩管机定做缩管机在智能家居控制系统气动管路加工中发挥作用。
不同材质的管材具有不同的物理和化学性质,这对缩管机的缩径工艺和设备性能提出了不同的要求。例如,金属管材如钢管、铜管等,具有较高的强度和硬度,在缩径过程中需要较大的缩径力和较高的模具硬度。同时,金属管材在缩径时容易产生加工硬化现象,导致管材的硬度进一步增加,给后续的加工和使用带来困难。因此,对于金属管材的缩径,需要选择合适的缩径工艺和模具材料,并控制好缩径参数,以减少加工硬化的影响。而塑料管材如PVC管、PE管等,具有较低的强度和硬度,但具有良好的柔韧性和可塑性。在缩径塑料管材时,需要注意控制缩径温度,避免管材因温度过高而变形或熔化。同时,要选择合适的缩径速度和模具形状,以确保塑料管材在缩径过程中能够均匀变形,不出现破裂或褶皱等问题。
完善的操作培训体系是确保设备高效运行与人员安全的基础。培训内容需涵盖理论学习与实操训练两部分:理论学习包括设备结构原理、加工工艺参数、安全操作规程等,通过三维动画、虚拟仿真等多媒体手段直观展示设备工作过程,帮助学员理解抽象概念;实操训练则分为基础操作与故障处理两个阶段,基础操作阶段,学员在教练指导下完成管材装夹、参数设置、加工启动等标准流程,掌握设备基本操作技能;故障处理阶段,通过模拟液压系统泄漏、电气线路短路等常见故障,训练学员快速定位问题原因并采取正确处理措施,提升应急处理能力。培训结束后,需通过理论考试与实操考核双重评估,确保学员具备单独操作设备的能力。缩管机在石油天然气管道连接件预制中发挥作用。
加工精度是缩管机的关键评价指标,直接反映其技术水平与应用价值。精度控制涉及多个维度:首先是管径尺寸的公差范围,高级缩管机可将误差控制在±0.05mm以内,满足精密仪器与高级装备的需求;其次是管材的同轴度,即压缩后管径的圆心与原始轴线的偏移量,同轴度偏差过大会导致连接部位应力集中,影响结构强度;此外,表面粗糙度也是关键指标,粗糙的管壁会降低密封性能并加速磨损,因此模具需具备高光洁度,并配合适当的润滑工艺。质量控制方面,缩管机通常采用闭环反馈系统,通过位移传感器与压力传感器实时采集数据,并与预设参数对比,一旦出现偏差立即调整加工参数或停机报警。部分机型还集成视觉检测模块,对管材表面缺陷进行在线识别,如裂纹、褶皱或过度减薄,确保每一件产品都符合质量标准。这种全流程的精度控制,使缩管机能够胜任对可靠性要求极高的应用场景,如液压系统管路、燃气输送管道等。缩管机确保管件缩口后密封性好,满足连接与装配要求。郑州单工位缩管机定做
缩管机配备急停按钮与安全光栅,提升操作安全性。郑州单工位缩管机定做
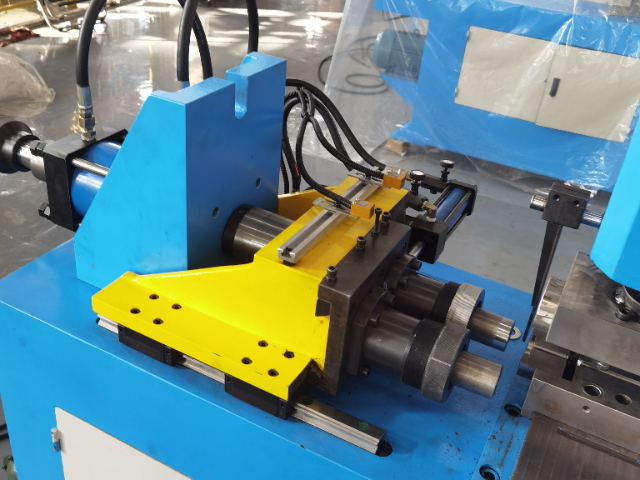
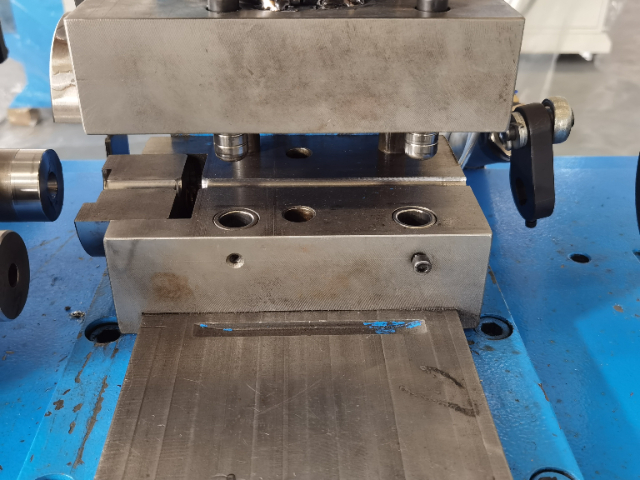
缩管机的结构由动力系统、传动系统、模具系统与控制系统四大模块构成,各模块的协同作业决定了设备的加工性能。动力系统通常采用液压泵或伺服电机,前者以高压油液传递动力,适合大吨位加工;后者通过电机直接驱动,具有响应速度快、控制精度高的优势。传动系统将动力转化为模具的直线运动,液压传动通过油缸推动模具,机械传动则依赖齿轮齿条或曲柄连杆机构,其选择需根据加工节奏与稳定性需求权衡。模具系统是关键执行部件,由动模、定模与导向装置组成,动模与定模的配合间隙需控制在微米级,导向装置则确保模具运动轨迹的直线度,避免缩径后管材偏心。控制系统作为“大脑”,通过传感器实时监测压力、位移等参数,自动调整加工节奏,实现闭环控制。郑州单工位缩管机定做