商机详情 -
深圳铝合金缩管机操作规程
缩管机作为工业设备,其设计与制造需符合国际标准与质量认证要求,以确保产品的安全性与互换性。主要标准包括ISO(国际标准化组织)制定的机械安全规范、CE(欧洲符合性认证)对设备安全与环保的要求,以及ASME(美国机械工程师学会)对液压系统的规定等。这些标准对缩管机的结构设计、材料选择、安全防护、性能测试等方面提出详细要求,例如要求设备配备紧急停止按钮、防护罩等安全装置,液压系统需通过压力测试与泄漏检测等。通过获得相关认证,缩管机能够进入国际市场,参与全球竞争。同时,质量认证也是企业技术实力的体现,有助于提升品牌信誉与客户信任度,为长期发展奠定基础。缩管机在通信设备机柜冷却管接头加工中需求大。深圳铝合金缩管机操作规程

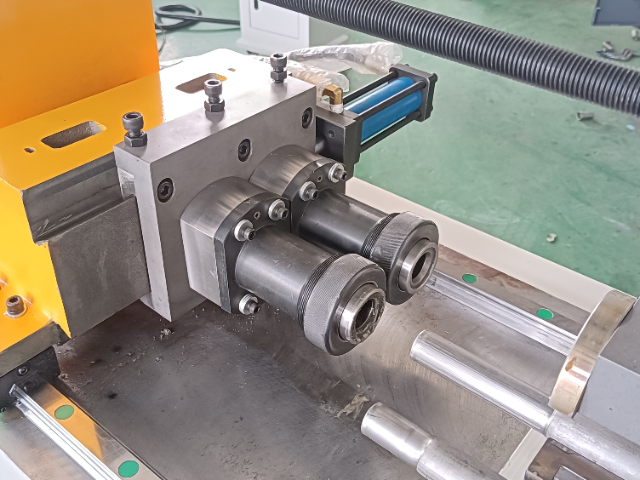
缩管机的耐用性也是其明显特点之一。在设计和制造过程中,缩管机采用了优良品质的材料和先进的加工工艺,确保了设备的结构强度和稳定性。其关键部件如模具、液压缸等均经过精心设计和严格测试,能够承受强度高的工作负荷和频繁的使用,不易出现磨损和损坏。同时,缩管机还配备了完善的润滑系统和冷却系统,能够有效降低设备在运行过程中的摩擦和温度,延长设备的使用寿命。这种耐用性使得缩管机能够在长期的生产过程中保持稳定的性能,为企业节省了大量的维修和更换成本,提高了生产效益。深圳铝合金缩管机操作规程缩管机是现代管路系统实现高效、可靠连接密封的关键加工设备。
在缩管机的缩径过程中,可能会出现一些常见问题,如管材缩径不均匀、管材表面出现裂纹、模具磨损过快等。管材缩径不均匀可能是由于模具安装不正确、管材固定不牢固或缩径参数设置不合理等原因引起的。解决这个问题的方法是重新调整模具的安装位置,确保模具与管材的同轴度;检查并加固管材的固定装置,防止管材在缩径过程中发生移动;根据管材的材质和规格,合理调整缩径参数,如缩径速度、进给量等。管材表面出现裂纹可能是由于管材材质不佳、缩径速度过快或模具温度过高等原因导致的。针对这种情况,可以更换质量更好的管材,降低缩径速度,控制模具的温度,避免管材因局部过热而产生裂纹。模具磨损过快则可能是由于模具材质选择不当、管材硬度过高或润滑不良等原因造成的。解决方法是选择合适的模具材质,根据管材的硬度选择相应的模具;加强设备的润滑,确保模具在缩径过程中得到良好的润滑,减少磨损。
缩管机的操作人员需具备多方面的专业技能,以确保设备的高效运行和加工质量。首先,需掌握机械制图和金属材料学基础知识,能够读懂管件图纸并理解不同材质的加工特性;其次,需熟悉缩管机的结构原理和操作流程,包括模具更换、参数设置及故障排除等;此外,还需具备一定的数学计算能力,能够根据管材尺寸和变形量计算压缩量,并调整模具间隙和压力参数。在实践技能方面,操作人员需通过模拟训练掌握设备的标准化操作步骤,如装夹管材、启动加工、质量检测等,并能够根据加工结果反馈优化工艺参数。同时,安全意识和质量意识也是操作人员必备的素质,需严格遵守操作规程,定期检查设备状态,并对加工后的管件进行自检,确保每一件产品都符合质量标准。缩管机确保管件缩口后密封性好,满足连接与装配要求。

缩管机在运行过程中会产生一定噪音,主要来源于液压泵的振动、模具与管材的摩擦以及金属变形时的应力释放。长期暴露于高噪音环境会对操作人员的听力造成损害,并影响工作效率。因此,现代缩管机在设计中融入多项降噪技术:液压系统采用低噪音泵与减震安装方式,降低泵体振动传递;模具组件通过优化结构减少金属变形时的冲击声;机架与外壳采用吸音材料包裹,吸收部分噪音能量。此外,部分机型还配备隔音罩,将加工区域与外界隔离,进一步降低噪音传播。这些措施使缩管机的工作噪音控制在75分贝以下,符合职业健康标准,为操作人员创造更舒适的工作环境。同时,降噪设计也减少了设备对车间其他区域的干扰,提升整体生产协调性。缩管机是一种用于对金属或非金属管材进行径向压缩成型的专门用于设备。深圳铝合金缩管机操作规程
缩管机在轨道交通车辆制动系统管件制造中应用普遍。深圳铝合金缩管机操作规程
缩管机的技术创新也是推动其不断发展的重要动力。随着科技的不断进步,缩管机制造商不断投入研发资源,引进先进的技术和工艺,对设备进行升级和改进。如采用更先进的液压控制系统、更精密的传感器和更智能的控制系统等,提高了设备的加工精度、效率和稳定性。同时,一些制造商还积极探索新的加工工艺和材料应用,如激光压缩、复合材料加工等,为缩管机的发展开辟了新的道路。这种技术创新不只提升了缩管机的性能水平,也推动了整个金属加工行业的发展和进步。深圳铝合金缩管机操作规程