商机详情 -
深圳铝合金缩管机选择
在缩管机的缩径过程中,可能会出现一些常见问题,如管材缩径不均匀、管材表面出现裂纹、模具磨损过快等。管材缩径不均匀可能是由于模具安装不正确、管材固定不牢固或缩径参数设置不合理等原因引起的。解决这个问题的方法是重新调整模具的安装位置,确保模具与管材的同轴度;检查并加固管材的固定装置,防止管材在缩径过程中发生移动;根据管材的材质和规格,合理调整缩径参数,如缩径速度、进给量等。管材表面出现裂纹可能是由于管材材质不佳、缩径速度过快或模具温度过高等原因导致的。针对这种情况,可以更换质量更好的管材,降低缩径速度,控制模具的温度,避免管材因局部过热而产生裂纹。模具磨损过快则可能是由于模具材质选择不当、管材硬度过高或润滑不良等原因造成的。解决方法是选择合适的模具材质,根据管材的硬度选择相应的模具;加强设备的润滑,确保模具在缩径过程中得到良好的润滑,减少磨损。缩管机在航空航天液压管件制造中应用严苛标准。深圳铝合金缩管机选择
缩管机不只是工业生产的工具,更承载着技术文化与工业美学的价值。其结构设计体现了“功能决定形式”的工程哲学,液压系统的管路布局、模具的几何造型、控制面板的人机交互设计,均以实用性与效率为导向,同时兼顾视觉上的简洁与协调。操作过程中,模具闭合时的准确咬合、液压泵的平稳运转、控制系统的实时反馈,构成了一种动态的工业韵律,展现了人类对金属形变规律的深刻理解与掌控。此外,缩管机的发展历程也反映了工业技术的演进轨迹,从早期的手动机械到现代的智能设备,每一次技术突破都凝聚着工程师的智慧与创新精神。这种文化价值与工业美学的融合,使缩管机成为现代制造业中兼具实用性与艺术性的展示着性设备。深圳铝合金缩管机选择缩管机适用于薄壁与厚壁管材的稳定缩径加工。

缩管机的历史可追溯至19世纪末的机械压缩工具,早期设备依赖手动操作,精度与效率较低;20世纪中期,液压技术的引入使缩管机实现自动化,加工力与稳定性明显提升;20世纪末,数控技术与伺服驱动的应用进一步推动了缩管机的精密化与智能化,实现了加工参数的实时调整与远程监控。当前,缩管机正朝着绿色化、模块化、网络化的方向发展,融合物联网、大数据等新技术,实现设备状态的远程诊断与预测性维护。这一历史演变过程体现了技术进步对工业设备的深刻影响,也预示着未来缩管机将更加高效、智能与可持续。
缩管机的工艺创新持续推动着金属管材加工技术的进步。例如,激光辅助缩径技术通过在模具表面投射激光束,实时监测管材形变过程中的温度分布,自动调整加工参数以补偿热应力,明显提升了薄壁管的加工精度;超声波振动缩径技术则通过在模具上施加高频振动,降低材料与模具间的摩擦力,使强度高合金管的缩径加工更易实现。这些创新工艺不只拓展了缩管机的应用范围,也促使下游了行业对管材性能提出更高要求,形成技术升级的良性循环。例如,航空航天领域对轻量化管材的需求,推动了缩管机向高温合金加工技术的突破;新能源汽车对高压油管密封性的要求,则加速了缩管机在精密控制领域的研发。缩管机配备高精度模具,保证缩管尺寸一致性与重复性。
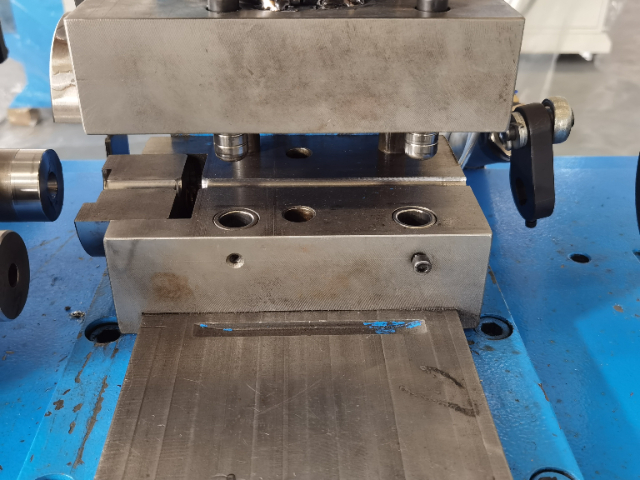
模具是缩管机的“心脏”,其设计与制造水平直接影响加工质量。模具设计需综合考虑管材材质、管径、壁厚及变形量等因素,通过计算机辅助设计(CAD)软件建立三维模型,并利用有限元分析(FEA)模拟加工过程,优化模具的轮廓曲线和压缩角度,以减少应力集中和摩擦生热。制造方面,模具通常采用数控铣削、电火花加工(EDM)等高精度工艺,确保尺寸精度达到±0.01mm;表面处理则通过超精研磨、抛光或喷砂等工艺,将粗糙度控制在Ra0.2μm以下,以降低摩擦系数并提高模具寿命。对于特殊材质的管材(如钛合金、高温合金),模具还需采用涂层技术(如TiN、CrN涂层),增强耐磨性和耐腐蚀性,适应恶劣加工环境。缩管机在精密模具冷却水路管接头加工中应用广。深圳铝合金缩管机选择
缩管机在电子设备散热管与风扇连接部位加工中关键。深圳铝合金缩管机选择
在使用缩管机进行管材缩径操作之前,操作人员需要进行一系列细致的准备工作,以确保设备能够正常运行和生产出合格的产品。首先,要对缩管机进行全方面的检查,包括检查设备的各个部件是否完好无损,如机架是否有裂纹、传动部件是否松动、电气线路是否破损等。同时,要检查设备的润滑系统是否正常,确保各个润滑点有足够的润滑油,以减少设备运行过程中的摩擦和磨损。其次,要根据管材的材质、直径和缩径要求,选择合适的缩径模具,并将其正确安装到设备上。在安装模具时,要注意模具的同轴度和安装的牢固性,避免在缩径过程中出现模具偏移或脱落的情况。此外,还需要对设备进行空载试运行,检查设备的运行是否平稳,各个部件的动作是否协调,有无异常噪音和振动等现象。如果发现问题,应及时进行排除,确保设备在正式生产前处于良好的运行状态。深圳铝合金缩管机选择