商机详情 -
静安汽车零部件PCD
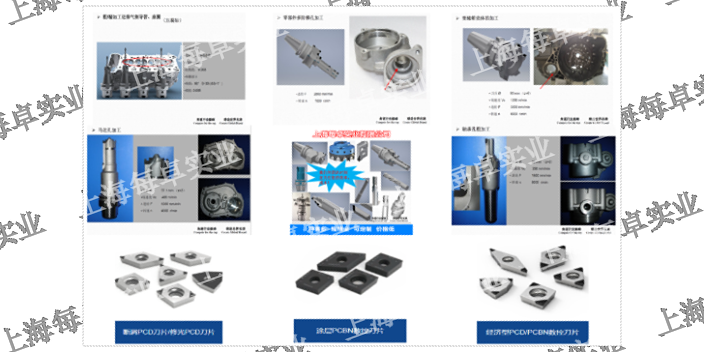
PCD刀具主要用在有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)、复合材料等切削加工,逐渐替代硬质合金刀具。由于金刚石颗粒间有部分残余粘结金属和石墨,其中粘结金属以聚结态或呈叶脉状分布会减低刀具耐磨性和寿命。此外存在溶媒金属残留量,溶媒金属与金刚石表面直接接触。金刚石涂层刀具可以应用于高速加工,原因是除了金刚石涂层刀具具有优良的机械性能外,金刚石涂层工艺能够制备任意复杂形状铣刀,用于高速加工如铝钛合金航空材料和难加工非金属材料如石墨电极等。金刚石PCD刀具的优点有:1金刚石PCD刀具的弹性模量大,2切削刃钝圆半径值可以磨的很小,不容易断裂,3能长期保持切削刃的锋利程度:金刚石刀具的热膨胀系数小,热变型小。CVD金刚石由于是不含任何金属催化剂的纯金刚石,因此它的热稳定性接近天然金刚石。静安汽车零部件PCD,CBN多晶刀具多少钱

CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。静安汽车零部件PCD,CBN多晶刀具多少钱强度和韧性。刀具材料应具备较高的强度和韧性,以便承受切削力、冲击和振动,防止刀具脆性断裂和崩刃。
CBN刀具是指立方氮化硼为材料制作成的金属切削刀具。CubicBoronNitride立方氮化硼,缩写为:CBN或cBN。目前,在自然界还没有找到这种物质的存在,是人工合成的一种超硬材料。立方氮化硼(CBN)是硬度*次于金刚石的超硬材料。它不但具有金刚石的许多优良特性,而且有更高的热稳定性和对铁族金属及其合金的化学惰性。它作为工程材料,已经广泛应用于黑色金属及其合金材料加工工业。同时,它又以其优异的热学、电学、光学和声学等性能,在一系列高科技领域得到应用,成为一种具有发展前景的功能材料。立方氮化硼立方氮化硼微粉,用在精密磨削、研磨、抛光和超精加工,以达到高精度的加工表面。适用于树脂、金属、陶瓷等结合剂体系,亦可用于生产聚晶复合片烧结体,还可用做松散磨粒、研磨膏。黑色立方氮化硼CBN由于具有优异的化学物理性能,如具有*次于金刚石的高硬度、高热稳定性和化学惰性,作为超硬磨料在不同行业的加工领域获得***的应用,现在更是成为汽车、航天航空、机械电子、微电子等工业不可或缺的重要材料,因而也得到各工业发达国家的极大重视。
CBN立方氮化硼刀片可加工材料一般来说,在车削加工金属材质工件时,所使用刀具材料的硬度要大于工件硬度的4倍以上,这就导致在切削硬度大于HRC45以上金属时成为一个难题,CBN立方氮化硼刀片恰好解决了此类问题。(1)灰铸铁。硬度较低,具有良好的减震性和耐磨性,对刀片耐磨性要求较高,CBN立方氮化硼刀片的耐磨性强,可实现灰铸铁类材质工件的高速车削,提升加工效率。(2)高硬度铸铁。如高铬铸铁、球墨铸铁、冷硬铸铁、高镍铬铸铁等,使用CBN立方氮化硼刀片可直接大余量车削,不会出现剧烈磨损或崩刀现象。(3)淬火硬钢。经过淬火后硬度变高的钢件,一般硬度>HRC50以上,可使用CBN立方氮化硼刀片硬车削,实现以车代磨效果。加工余量小于0.5mm时推荐使用焊接立方氮化硼刀片,加工余量大于2mm时推荐使用整体立方氮化硼刀片。CBN立方氮化硼刀片典型厂家国外以山特维克、肯纳、山高等为**,国内以郑州博特为**。郑州博特于2002年开始专业研发生产CBN立方氮化硼刀片,根据不同加工材质的特性,研发了不同的CBN材质牌号,性能可媲美进口CBN刀片,年产量可达300万片,产品应用覆盖国内硬切削和重切削领域90%以上市场。多晶金刚石(PCD)和多晶立方氮化硼(PCBN)刀具虽然其成本较高,但是这种刀具能成为提高生产率的比较好工具。

PCBN刀具材料具有优良的切削性能,所以特别适合加工其硬度在HRC45以上的淬火钢、耐磨铸铁、HRC35以上的耐热合金以及HRC30以下而其它刀片很难加工的珠光体灰口铸铁。为了充分发挥PCBN刀片的优越性,取得满意的加工效果,在实际使用时,除参照表1所推荐的PCBN刀片选用的切削用量外,还应根据机床、工件及其它有关条件的具体情况考虑,合理选择。硬态切削时,径向力很大,这就要求机床功率要大,机床系统刚性要好,这既可保护PCBN刀具,又可获得满意的加工效果。装夹PCBN刀具时,刀具的悬伸长度要尽量短,以防止刀杆颤振和变形,使PCBN刀具保持良好的加工状态。表1PCBN刀片常用切削用量工件材料切削速度(m/min)进给量(mm/r)切削深度(mm)折叠BNK30灰铸铁180~230HB400~。CBN刀具可以实现精车代磨,使被加工工件获得较好表面质量的同时也使生产效率提高。静安汽车零部件PCD,CBN多晶刀具多少钱
金刚石刀具材料主要用于加工高硬度有色金属和非金属材料。静安汽车零部件PCD,CBN多晶刀具多少钱
超硬材料具有优异的机械性能、物理性能和其他性能,其中有些性能很适合于刀具。具有很高的硬度天然金刚石的硬度达10000HV;CBN的硬度达7500HV。与其他硬物质相比,SiC硬度为3000~3500HV,A12O3为2700HV,TiC为2900~3200HV,WC为2000HV,Si3N4为2700~3200HV;作为刀具材料用的硬质合金,其硬度*为1100~1800HV。具有很好的导热性天然金刚石的热导率达2000W/m-1*K-1,CBN的热导率达1300W/m-1/K-1。紫铜的导热性很好,其热导率*为393W/m-1*K-1;纯铝为226W/m-1*K-1,故金刚石与CBN的热导率分别是紫铜的5倍和,是纯铝的8倍和5倍。硬质合金的热导率*为35~75W/m-1*K-1。具有很高的杨氏模量天然金刚石的杨氏模量达1000GPa,CBN的杨氏模量在720GPa。而SiC、Al2O3、WC、TiC的杨氏模量*分别为390、350、650、330GPa。物质的杨氏模量大就是刚性好。具有很小的热膨胀天然金刚石的线膨胀系数为1×10-6/K,CBN的线膨胀系数为()×10-6/K。而硬质合金的线膨胀系数为(5~7)×10-6/K。具有较小的密度天然金刚石的密度为,CBN的密度为。与Al2O3、Si3N4的密度接近。具有较低的断裂韧性天然金刚石的断裂韧性为。陶瓷刀具材料的断裂韧性在各种刀具材料中是属于较低者,然尚能达7~9MPa?。静安汽车零部件PCD,CBN多晶刀具多少钱
上海每卓实业有限公司成立于2015-08-12,是一家专注于液压夹具,非标数控刀具,数控刀柄,齿轮刀具的****,公司位于肖湾路511号2幢3层。公司经常与行业内技术**交流学习,研发出更好的产品给用户使用。公司主要经营液压夹具,非标数控刀具,数控刀柄,齿轮刀具,公司与液压夹具,非标数控刀具,数控刀柄,齿轮刀具行业内多家研究中心、机构保持合作关系,共同交流、探讨技术更新。通过科学管理、产品研发来提高公司竞争力。AKIZ,森泰英格,恒峰,沃尔德严格按照行业标准进行生产研发,产品在按照行业标准测试完成后,通过质检部门检测后推出。我们通过全新的管理模式和周到的服务,用心服务于客户。上海每卓实业有限公司以诚信为原则,以安全、便利为基础,以优惠价格为液压夹具,非标数控刀具,数控刀柄,齿轮刀具的客户提供贴心服务,努力赢得客户的认可和支持,欢迎新老客户来我们公司参观。