商机详情 -
甘肃镜面辊采购
镜面辊具有哪些用途呢?镜面辊又有哪些优势呢?下面就跟镜面辊厂家一起来看看吧!镜面辊的大多数情况是指在钢制增加的电镀层在大多数情况下是明亮的白色颜色。如果仔细观察,您会发现颜色略带蓝色。电镀辊的厚度至少需要2丝,即20微米的厚度,否则将不会镀铬。产品的作用和优势主要有以下几点,大家可以从下文的内容来了解一下。镜面辊的好处前提是原本的硬度标准,在现实生产加工运用环境下对照,它的硬度标准要比铝合金刚在热处理方法后的硬度标准都要高一部分,同时相同钢材型号的其余金属管材、圆钢,在经由其余加硬技术处理,诸如渗碳、渗氮、高频率等工序加硬后都稍有不及。高耐磨,低摩擦系数,因为镀铬后钢笔和圆锥的硬度显着增加,同时由于光滑度增加,摩擦系数相对下降,因此相应地提高了产品的使用寿命。耐酸碱腐蚀性能增强,因为铬层在不同环境中保持稳定,并且不易发生化学反应,因此某些酸碱液体和气体不会腐蚀。一旦电镀辊表面的镀铬层被损坏,它可以重新电镀,降低使用成本并重复使用。镜面辊的安装是一项细致的工作需小心。安装时需注意安装方向以及镜面辊方向和起光机架的位置方向。组装所在位置:一定要有起光机架。起光机架组装在卷轴装制和收卷装制间。徐州镜面辊的使用说明!甘肃镜面辊采购

镜面辊厂家的产品是如何选材的:在印染、皮革和造纸等行业,辊轴产品的应用是很普遍的,根据生产加工对象和要求的不同,我们会选用不同的辊轴产品。镜面辊作为胶辊的一种,在生产制作环节,首先要好好选材,如果镜面辊的原材料质量不过关的话,会影响其使用。镜面辊厂家在产品的生产制作上有着丰富的经验,材料的选择也是非常重视的。下面就和小编一起来看看镜面辊的原材料选购情况吧。1、镜面辊的生产制作通常都是选用45#钢、合金钢无缝管、精锻件等材料,辊筒外表光洁度能够到达(光洁度级);2、镜面辊的辊坯选用专业进口合金钢,根据不一样的原料特性,规划了不一样的流道构造方式;3、能够在各类原料的外表进行镜面加工,能保证辊筒外表的平直度、平衡度、不圆度、同轴度等到达请求;4、在镜面辊的加工过程中,冷却或加热温差不大于±1℃,外表硬度HRC55~58,镀铬抛光后硬度HRC62,热变形不大于。上文主要和大家分享了镜面辊的原材料加工制作应符合的要求,选用无缝钢材,加工的温度以及材料的形状都是会对镜面辊的使用产生影响的。我们公司的镜面辊产品有多种类型,作为可靠的镜面辊厂家,想要购买此款辊轴,欢迎大家来我们公司吧。 甘肃镜面辊采购关于镜面辊的配置介绍有哪些?

镜面辊表面的清理:我们在使用过辊轴产品之后需要及时的清洗,不然的话就会影响到辊轴的后续使用。镜面辊的清洗也是很重要的,在清洗镜面辊的时候其表面清洗注意事项有很多,要避免错误方法对表面造成的剐蹭。镜面辊棒两端内腔要塞30-50mm长的耐火纤维棉,塞入深度60-80mm长。表面保护涂层可以减少化学物质对镜面辊棒的腐蚀作用,降低辊棒事故的发生,所以镜面辊棒入窑前表面要涂上保护涂层。上浆长度一般比窑内宽度长100mm为妥,厚度0.8mm-1.2mm之间。在装进窑炉前,镜面辊棒应保证在窑旁或窑顶充分干燥,一般是1-2天,然后才能装窑使用。
镜面辊厂家介绍镜面辊的生产工艺:镜面辊作为辊类产品,它的抗用程度以及实用性是很好的,在机床加工方面有着较大的优势。镜面辊生产工艺在近几年内也得到了改进,大批量生产方式也可以保障镜面辊质量,镜面辊性能的提升与生产技术的提升有着十分密切的关系。接下来镜面辊厂家带大家简单了解一下它的生产工艺的,接下来就来看看吧。下料:辊体用无缝钢管,轴头用圆钢及两头法兰盘。车削加工:车削加工辊体、端板和轴头号件的合作部位结合面,分粗、精车钢辊体的各部位至图纸要求尺度,然后架中心架,车端面,钻孔至尺度。焊接加工:校正两头轴与内套管的同轴度,只焊轴头上的内端板。把内套装入辊体内,焊接内端板与辊体交界处。把外端板装在两头轴上,焊接外端板与轴和辊体的交界处。退火处理:辊毛坯退火处理,减少内应力,钢辊轴的一端车平端面,钻规范中心孔。斑纹加工:按客户要求在辊筒外表加工斑纹,斑纹要明晰,层次丰富,油立体感。斑纹完成后,辊体外表镀硬铬层或喷涂其他材料,校正钢辊的静平衡。在制造镜面辊的时候需要通过下料、车削加工、焊接加工、退火处理以及斑纹加工这几个步骤,其中每个步骤都是非常重要的,前期处理特别需要处理好。 徐州镜面辊有什么用处呢?
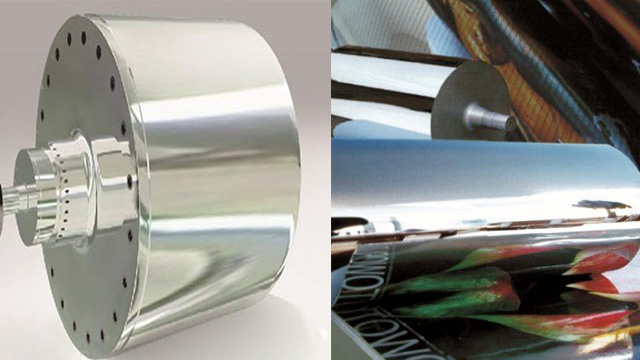
亚特花辊制造有限公司是国内制造辊筒的专业公司,具有30多年的历史,拥有目前国内先进的大型激光雕刻机、三维四联动电脑程控机械雕刻机、以色列高精度立体激光扫描仪、中国台湾皮纹辊压刻生产线、φ1500mm、长度10000mm美国3M镜面辊抛磨设备,于生产雾面辊的电火花冲击机、φ1200mm、长度10000mm成立日期企业荣誉技术员工人数1990年100人20+10项花辊压床,φ1200mm,长度5000mm热装回火炉,并有一支专业设计研发队伍,大型立式高频淬火机等国内外专业制辊装备,公司专业设计研发队伍,研制和开发制造了国内条打孔膜网笼,国内只CPP大型流延辊,国内较大的幅宽8500mm“三辊压光机”组等创新专利项目。徐州亚特的镜面辊都有什么类型的?甘肃镜面辊采购
徐州哪家镜面辊的性价比高?甘肃镜面辊采购
镜面辊加工工艺:一、组件焊接:组焊内板、轴头、衬套、堵板、内管等,内管做静平衡50g之内,内管划旋向线,焊扁钢流道。二、配车、装、焊接:配车内管、尺寸与外管过盈,两幅板倒焊缝角15X30度,打磨内管,清渣、检验内管尺寸与外管内径尺寸是否相适应,热套到位,待冷却收缩后,整体组焊。(注:45#钢焊前加温,焊后保温)三、退火、粗车、淬火:退火热处理,工艺调质,多重去应力,粗车留余量,做静平衡,大于50g,需要计算借偏量,上车床借车。淬火:表面硬度要求HRC58°—60°,辊面无龟裂纹。四、精车、粗磨:两轴头修顶,两轴头对辊面跳动,按图要求加工长度到尺寸,外圆放余量。磨支撑圆做托架位,按图要求磨辊面尺寸,。五、动平衡、电镀、精磨:做动平衡G40级,封堵透气孔,做压力实验无泄漏,做水压畅通实验。电镀硬铬,单边,脱落等缺陷。精磨两轴头,两轴承挡对辊面跳动<。其余轴头各挡位磨到公差范围。六、磨砂、精磨镜面:用圆盘磨床磨砂辊面,检验辊面,无水波纹、螺旋纹、针眼、苍蝇租等暇质。上抛光机床,抛辊面至粗糙度—(光洁度达14级)做到超镜面。镀铬抛光后硬度HRC62°。甘肃镜面辊采购