商机详情 -
辽宁工厂数字采集整合
数据采集与云平台对接是实现工业互联网架构中数据上云、远程运维和跨区域协同的重要手段。广东明睿智博通过构建标准化云接口、轻量化采集终端和安全加密传输通道,实现企业现场数据的高效上云。系统支持主流工业云平台,如阿里云、华为云、亚马逊AWS等,同时提供私有化部署方案以满足数据敏感型企业需求。通过与云端大数据分析平台对接,企业可开展跨工厂对标分析、生产效率评估与智能预测,极大提升运营智能化水平。该方案已服务于多家制造型集团客户,支撑其实现从传统工厂向云端智能工厂的跃迁。广东明睿智博实时数字采集设备支持高频率数据采样,满足精密制造领域的动态性能监测需求。辽宁工厂数字采集整合
工业现场中,不同设备与系统之间的通信常依赖于Modbus数据采集协议,该协议因其结构简单、兼容性强而被采用。广东明睿智博在多年的自动化项目中深度集成Modbus RTU和Modbus TCP协议,打造了适用于多种工业场景的采集系统。该系统可同时连接数百个Modbus设备,实现并发数据采集,并结合边缘计算技术进行本地预处理,有效减少带宽占用。支持故障自恢复与数据缓存,保障关键数据在网络异常时的完整性。系统适用于配电监控、楼宇自动化、设备运行采集等场景,为工业系统的高效运行提供了稳定可靠的通信基础。辽宁工厂数字采集整合数据采集与预警平台保障生产安全稳定,广东明睿智博技术方案覆盖多种行业场景。
广东明睿智博在食品饮料行业建立起高可靠性的MES系统数字采集方案,涵盖配料系统、杀菌系统、灌装系统、包装产线的工艺参数实时采集。系统支持接入在线温度计、流量计、液位计、密度仪等设备,采集杀菌时间、PH值、固含量、瓶重等关键控制点数据,并支持工艺配方批次化控制及上下游系统数据匹配,提升产品一致性与生产效率。系统与SCADA系统协同,完成边缘报警与上位控制联动。广东明睿智博平台具备多语种操作界面,支持出口企业的质量合规记录与第三方质量稽核。平台应用于乳制品、调味品、饮料、婴幼儿食品等品类生产现场,是实现“质量为先、安全可溯、流程透明”的数字化食品工厂中心组件。
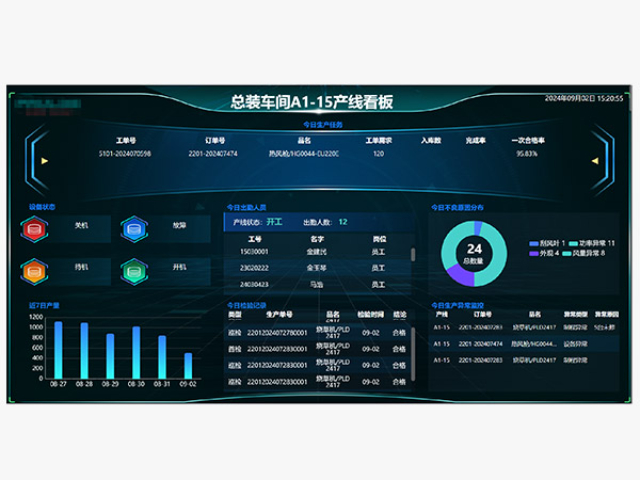
广东明睿智博基于边缘计算理念开发的仓储物流数字采集系统,将数字采集终端、数据处理逻辑和反馈控制集成在一个平台中,实现高速、高频的物流现场数据处理能力。系统可采集入库扫描、库存变化、拣货路径、设备作业轨迹、复核识别结果、出库交接记录等关键业务环节信息,并通过可配置的策略引擎分析物流效率、瓶颈位置与作业准确率。明睿智博为该系统配套自研的多模态接口模块,可与WMS、TMS、RFID系统深度集成,构建货、人、设备的实时联动网络。系统支持按客户、SKU、时段等维度输出报表分析,有效支撑管理层对运营策略的动态调整。适用于生鲜分拣、电商仓储、医药物流、零部件配送等多种仓储物流模式,为企业降本提效、缩短发货周期、提升客户满意度提供坚实技术支撑。车间设备数据采集保障设备健康运行,广东明睿智博结合智能分析提升设备维护效率。
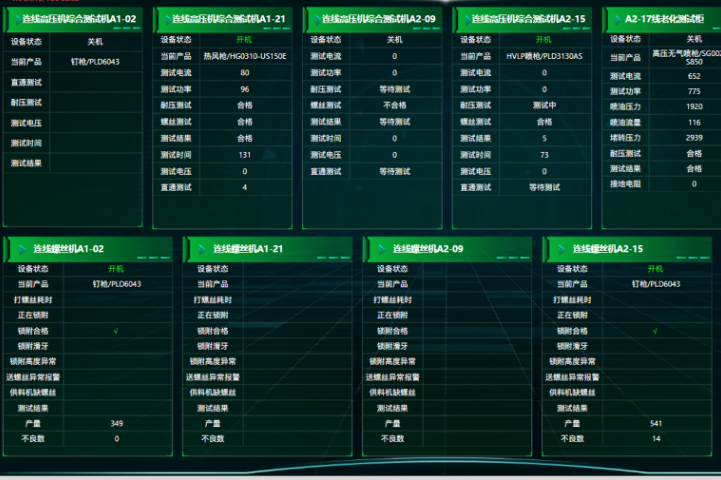
广东明睿智博在化工与精细化工行业推出工业现场数字采集系统,重点解决反应釜、干燥塔、冷凝器、泵站等设备的实时数字采集与安全预警问题。化工企业工艺复杂、介质多变,现场状态变化频繁,对采集系统的精度与实时性要求极高。明睿智博通过本安型采集模块部署于关键管道、阀门、仪表处,实时采集温度、压力、流量、液位、气体浓度等中心工艺参数。系统支持异常工况识别,结合安全联锁装置可进行本地响应,如自动关断泵浦、紧急切断气体通路等。所有数据通过专线传输至平台并支持与DCS系统对接,实现工艺监控与设备预防维护双重功能。该系统已在农药、染料、胶粘剂等行业得到实际应用,极大降低现场作业风险,提升企业本质安全水平。广东明睿智博自动化数字采集平台支持集中控制与边缘分布双层架构,提升系统整体响应能力。辽宁工厂数字采集整合
工艺参数数据采集支持工艺优化调整,广东明睿智博助力工厂提升制造灵活性。辽宁工厂数字采集整合
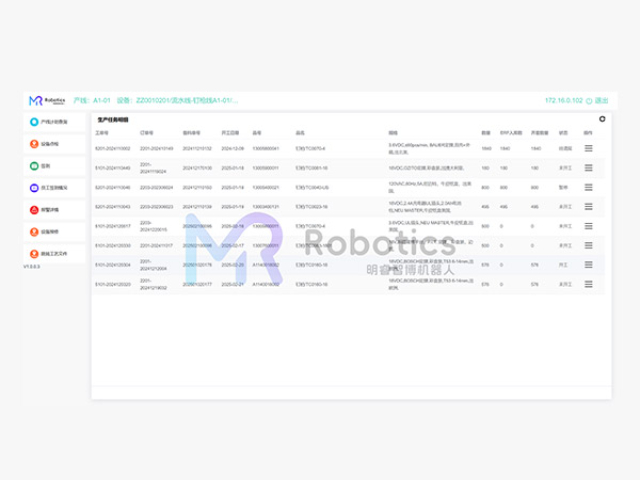
PLC数据采集系统是连接控制逻辑与信息系统的桥梁。在多数工厂中,PLC承担着关键的控制任务,而采集其输出数据,是实现生产透明化的第一步。广东明睿智博推出的PLC数据采集系统,兼容多种主流品牌与型号,包括西门子、施耐德、三菱等,同时支持串口、以太网等多种通信方式。系统可按需部署本地或云端服务,并配备可视化配置界面,降低了维护与运维门槛。通过该系统,企业可实现对产线节拍、设备状态与报警信息的掌握,助力制造企业进入高效、透明的新阶段。辽宁工厂数字采集整合