商机详情 -
无锡智能工厂机器人点焊生产线调试
不同的焊接任务对机器人的负载能力有不同要求。点焊工艺通常不需要很大的负载,因为焊接时电极施加的压力由伺服加压系统提供,机器人手臂只需承担自身重量和电缆的重量。但在一些特殊场景中,如焊接大型工件或配合重型变位机,机器人需要具备更大的负载能力。主流的点焊机器人负载范围在6公斤至200公斤之间,企业可以根据工件重量和焊接范围选择合适的型号。负载能力的匹配直接影响机器人的运动速度和加速度,选型过大会增加成本,选型过小则可能导致运动不够灵活。合理的负载配置让机器人在满足焊接需求的同时保持较高的运动效率,也让整线的节拍达到设计目标。仓储货架型材焊接稳固,抗形变能力强,适配仓储设备长期承重使用。无锡智能工厂机器人点焊生产线调试

传统人工点焊线需要熟练工人,培养一名合格的点焊操作工通常需要3至6个月的时间,而且人员离职后需要重新培训。机器人点焊生产线的操作和维护人员只需掌握基本的机器人操作、程序调用和日常维护技能,培训周期通常在1至2周。离线编程软件的图形化界面降低了编程难度,即使没有专业背景的技术人员也能在指导下完成简单的程序编辑。这种低门槛的用人模式让企业在人员招聘时有更大的选择空间,也降低了因人员流动带来的产能波动风险。一些企业甚至让产线工人兼任多条线的看管,进一步提高了人力资源的利用效率。培训成本的降低也意味着新员工能够更快地投入生产,缩短了产能爬坡的时间。无锡智能工厂机器人点焊生产线调试视觉辅助定位系统加持,自动校正工件位置,进一步提升点焊作业精度。
家电产品的壳体多由薄板金属件构成,焊接面积小、焊点密集,对设备的重复定位能力要求很高。机器人点焊生产线在冰箱、洗衣机、空调外壳的制造中应用普遍。家电行业的特点是产品更新快、批量大、换型频繁,这就要求焊接设备具备快速切换的能力。一台六轴焊接机器人配合伺服变位机,可以在有限的工位空间内覆盖多个焊接角度,减少了夹具数量和占地面积。整线采用总线控制架构,各工位之间通过通讯协议实时同步状态,避免了因信息延迟导致的空焊或漏焊。家电行业对成本敏感,机器人点焊线的投资回收期通常在两到三年,之后每年可节省大量人工成本。同时,机器人焊接的一致性让产品外观质量更加统一,减少了后续打磨和返修的工作量,间接降低了制造总成本。
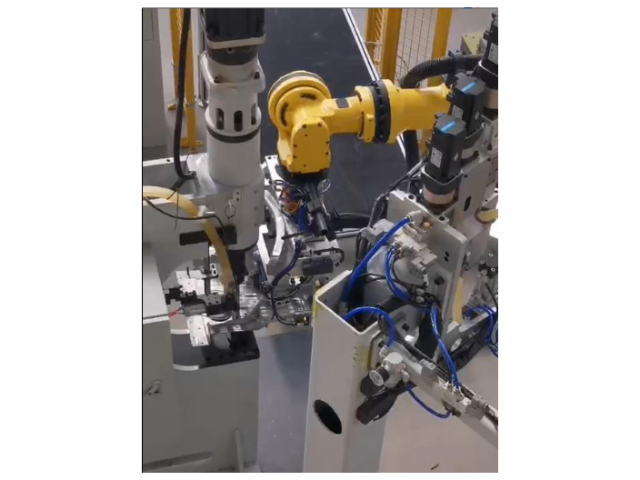
无锡帝木自动化系统科技有限公司机器人点焊生产线,适配仓储物流设备行业货架、托盘、仓储框架等金属构件焊接,可处理普通钢板、型材焊接,满足仓储设备高强度、低成本生产需求。生产线采用标准工业机器人搭配简易工装结构,成本适中,适配仓储设备企业预算与生产规模。支持多工位流水化作业,可连续完成工件上料、焊接、下料流程,适配仓储设备大批量生产模式。性能层面,生产线焊接电源输出稳定,可满足普通钢板焊接强度要求,焊点连接牢固,适配仓储设备重载使用工况。机器人运行稳定,维护简便,可长时间连续作业,减少停机时间,保障生产连续性。配备基础参数监控功能,可实时显示焊接电流、压力等数据,便于现场操作与管理。无需专人实时盯守设备运行,一人可兼顾多台机组,优化人力配置结构。

现代制造业的趋势是多品种、小批量、快切换。机器人点焊生产线在柔性化方面具有天然优势。通过离线编程软件,工程师可以在办公室里完成焊接路径的规划和仿真,不需要占用产线时间进行示教。当产品换型时,只需调用对应的焊接程序,机器人自动切换作业路径。夹具采用快换接口设计,不同零件的夹具可以在几分钟内完成更换。一些先进的点焊线还配备了视觉引导系统,能够自动识别工件的位置和姿态偏差,实时调整焊接坐标,进一步降低了对工件装配精度的要求。这种柔性化能力让同一条产线可以在一天内切换生产三到五种不同的产品,满足了市场对快速响应的需求,也让设备投资的利用效率更高。农业机械部件加工适配度高,设备耐环境干扰,贴合农机车间生产条件。无锡智能工厂机器人点焊生产线调试
机器人焊接技术为制造业带来了新的机遇。无锡智能工厂机器人点焊生产线调试
汽车油箱多由薄钢板冲压焊接而成,对密封性要求极高。油箱焊缝如果出现虚焊或漏焊,会导致燃油泄漏,存在安全隐患。机器人点焊生产线在油箱制造中采用密封焊工艺,通过连续的重叠焊点形成气密焊缝。机器人以恒定的速度和间距移动,焊点之间的重叠率保持一致,确保焊缝的连续性。油箱内部空间有限,人工操作不便,而机器人的手臂可以深入油箱内部完成焊接。整线配备焊缝检漏设备,在焊接完成后对油箱进密性测试,不合格品自动剔除。机器人点焊线让油箱的焊接质量更加可靠,漏检率和返修率都大幅降低。对于年产数十万只油箱的企业来说,机器人点焊线是保障产品质量和产能的关键装备。无锡智能工厂机器人点焊生产线调试