商机详情 -
南通智能工厂机器人点焊生产线上下料
性能表现·快速响应能力产线要求设备具备快速响应的能力,包括启动速度、程序切换速度和故障恢复速度。机器人点焊生产线从冷启动到满负荷运行通常只需3至5分钟,而人工产线需要更长的准备时间。程序切换时间取决于程序大小和通讯速度,通常在几秒到十几秒之间,换型几乎不影响产线节拍。当发生故障时,系统会显示详细的报警信息和处理建议,维修人员可以快速定位问题并恢复生产。一些产线还具备断点续焊功能,当短暂停机后,机器人可以从中断的焊点继续焊接,不需要从头开始。这种快速响应能力让机器人点焊线在面对紧急订单和突发故障时表现更加从容,减少了非计划停机对产能的影响。木工机械机架焊接牢固,抗冲击能力强,适配木材加工各类工况条件。南通智能工厂机器人点焊生产线上下料

制造业普遍面临招工难的问题,点焊岗位尤其突出。工作环境差、劳动强度大、技能要求高,让年轻人对点焊岗位望而却步。机器人点焊生产线从根本上改变了用工结构,把繁重的焊接工作交给机器人,人只需负责上下料和简单的设备看管。这种用工模式对工人的技能要求大幅降低,普通劳动力经过短期培训即可胜任。一些企业反映,引入机器人点焊线后,不再需要为招不到点焊工而发愁,产线的人员配置从十几人减少到两三人,而且不受节假日和人员流动的影响。对于劳动力成本持续上升的地区,机器人点焊线是应对用工荒、稳定产能的务实选择。南通智能工厂机器人点焊生产线上下料整套产线编程操作简单,上手门槛低,普通工作人员经过培训即可熟练使用。
五金配件种类繁多,包括铰链、滑轨、支架、弹簧座等,单个零件体积小但焊点要求严格。传统人工点焊在这类产品上经常出现虚焊、焊穿等问题,尤其在薄板件的焊接中,人工很难控制电流和压力的匹配。机器人点焊生产线通过恒流控制技术,能在焊接过程中实时调节电流输出,确保每一个焊点的能量输入保持稳定。对于五金件这种小批量、多品种的生产模式,机器人点焊线支持离线编程,操作人员在电脑上模拟焊接路径后直接导入机器人,不需要在产线上逐一示教。这种方式让新产品导入的时间从几天缩短到几个小时。夹具采用模块化设计,针对不同零件只需更换局部模块,降低了夹具的制作和维护成本,让五金企业也能用上自动化焊接方案。
变位机是机器人点焊生产线中不可缺少的辅助设备,它负责将工件翻转到适合焊接的角度。单轴变位机可以实现0至360度的连续旋转,双轴变位机则增加了翻转功能,让机器人可以从多个角度接近焊点。变位机与机器人的协同控制是产线稳定运行的关键。控制器根据焊接程序自动指挥变位机在合适的时机旋转到指定角度,机器人在变位机停止后迅速完成焊接,然后变位机旋转到下一个位置。这种协同让一台机器人能够完成原本需要两到三台机器人才能覆盖的焊接任务,减少了机器人数量,降低了设备投资。高级变位机还具备力矩限制功能,当工件超出允许范围时自动报警,防止因工件装夹不良导致的焊接事故。通过智能监控,生产线的故障率降低。
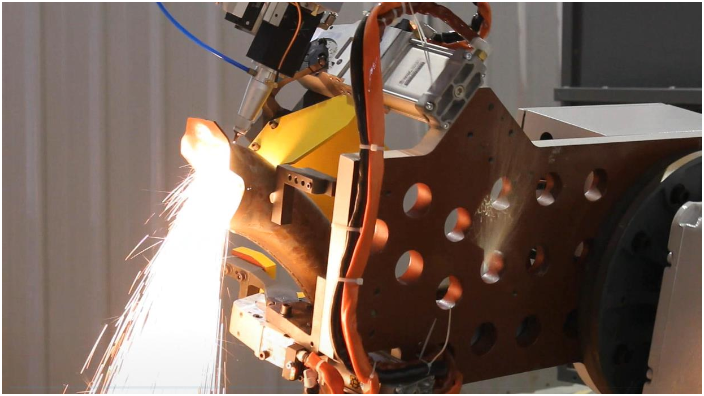
焊点质量直接决定了产品的结构强度和外观表现。机器人点焊生产线通过恒流控制和恒压控制两种模式,确保每个焊点的热量输入和电极压力保持一致。恒流模式适用于厚度变化不大的工件,电流在设定时间内保持稳定;恒压模式则通过监测电极间电压变化来判断焊点状态,在焊核形成后自动切断电流。两种模式可以单独使用,也可以组合使用,适应不同材料和板厚的焊接需求。机器人焊接的焊点直径波动范围通常控制在±0.5毫米以内,远小于人工焊接的波动范围。此外,焊接参数全部由系统记录,每个焊点的电流、电压、压力、时间都可查询,为质量分析和工艺优化提供了数据基础。这种可追溯的质量管理方式是人工焊接无法实现的。小批量定制化订单也可快速承接,程序改写便捷,适配多元生产需求。南通智能工厂机器人点焊生产线上下料
机器人点焊技术广泛应用于汽车制造和电子产品领域。南通智能工厂机器人点焊生产线上下料
机器人点焊生产线采用模块化设计理念,整线由焊接单元、变位单元、控制单元、输送单元等标准模块组成。企业可以根据产能需求灵活配置模块数量,初期可以先建设较小规模的产线,后续根据订单增长逐步扩展。模块化设计也让产线的改造升级更加方便,当产品变更时,只需更换对应的夹具模块和调整焊接程序,不需要对整线进行大改造。备件管理也因模块化而简化,每个模块的易损件都是标准化的,库存管理更加清晰。对于多品种生产的企业,模块化设计让同一条产线能够快速适应不同产品的需求,减少了设备闲置的时间,提高了资产的利用效率。南通智能工厂机器人点焊生产线上下料