商机详情 -
武汉低功耗门板包覆
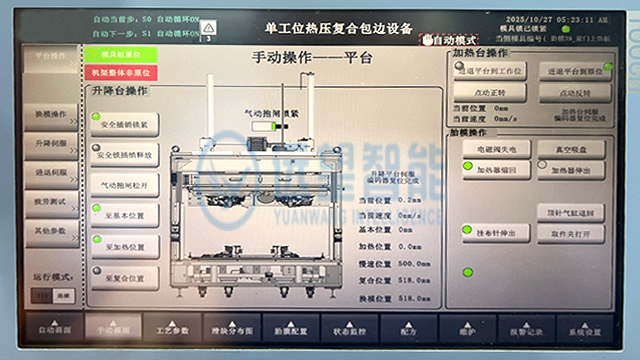
设备的人机界面系统基于西门子SIMATIC HMI平台开发,配备12英寸高亮触摸屏,分辨率1280×800,即使在强光环境下也能清晰显示。主界面采用模块化设计,集成9大功能模块:实时画面监控、工艺参数设置、滑块分布图、胎膜配置、状态监控、配方管理、维护保养、报警记录、系统设置,操作人员可一键直达所需功能。界面响应时间小于0.5秒,操作层级不超过3级,确保操作人员能够快速、直观地完成各项操作。系统还内置了在线帮助功能,对每个操作界面和参数都有详细的文字说明,降低了误操作风险。即使是初次接触设备的操作人员,经过简短培训即可熟练使用,大幅缩短了上岗培训周期。包边平整光滑,无毛刺、无翘边,提升汽车门板整体外观质感。武汉低功耗门板包覆
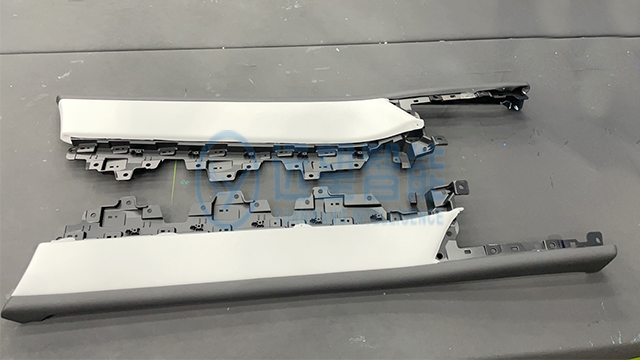
门板包覆
深圳市远望工业自动化设备有限公司研发的汽车门板包覆设备,整机尺寸为5200mm×2800mm×2400mm,占地面积约14.6平方米,专为汽车内饰件的高精度包覆工艺而设计。该设备将涂胶准备、贴合、压合与包边等多道工序高度集成于一体,实现了从原料到成品的全流程自动化作业。采用一出二工装布局,单次循环可同时处理两件产品,单循环节拍只有65秒,理论日产能(按22小时计算)可达2436件。这种紧凑高效的设计,大幅提升了生产线的单位面积产出率,为汽车零部件制造商在有限空间内实现产能极限提供了理想解决方案。设备整体结构采用强度高地方钢焊接框架,经过时效处理消除内应力,确保长期运行中机身保持稳定不变形。武汉低功耗门板包覆合模过程平稳,无冲击,保护门板骨架与表皮不受损伤,提升产品良率。
设备的气动系统采用多项节能设计,有效降低了压缩空气消耗,减少运行成本。气缸动作采用快速排气阀,将气缸排气直接排入大气,减少了背压阻力,同时降低了压缩空气用量。气动回路采用差动连接方式,在气缸伸出时利用活塞两侧面积差,减少耗气量约30%。在设备待机超过30秒时,系统自动切断非必要的气路供气,待机功耗降至满负荷的15%。实测数据显示,设备平均耗气量约0.8m³/min,相比传统设计(约1.2m³/min)节能33%。按三班制、年工作300天、电价0.8元/kWh计算,每年可为客户节省压缩空气电费约1.2万元,同时减少了空压机的运行负荷和维护成本。
设备在处理非对称门板时,其合模系统的压力均衡技术发挥了关键作用,确保即使门板形状复杂、刚性不均,也能获得均匀的压合力。系统采用四角单独的压力传感器实时监测合模压力分布,采样频率100Hz,精度±0.5%。当发现四个角的压力偏差超过5%时,伺服控制系统自动调整各伺服电机的输出扭矩,使合模压力重新分布均匀。这种主动压力均衡技术,有效解决了非对称工件因刚性分布不均导致的局部压力不足或过大的问题,消除了局部气泡和脱胶风险。压力均衡过程在合模后0.5秒内完成,不会影响生产节拍,确保了每一件产品都能获得较好的压合效果。汽车门板包覆设备集成涂胶、贴合、压合、包边多道工序,实现门板自动化包覆。
设备的冷却系统采用单独的冷水循环机组,制冷量10kW,水箱容量80L,能够满足设备连续运行时的冷却需求。冷却水温可设定范围5-30℃,控温精度±1℃,可根据不同胶水的固化特性灵活调节。冷却水通过分水器分配到底模和16组推块的单独冷却通道,总流量20L/min,确保每个需要冷却的部位都能获得充足的冷却介质。在推边完成后,冷却系统持续工作8秒,使包边区域温度从80℃迅速降至40℃以下,确保包边快速定型不反弹。相比自然冷却(通常需要60秒以上),主动冷却使工艺节拍缩短了50%以上,同时保证了包边效果的持久稳定。冷却机组采用变频压缩机,根据负载自动调节制冷量,节能高效。覆合后门板表面平整光滑,无气泡、无褶皱,符合汽车门板品质质量要求。武汉低功耗门板包覆
真空吸附与伺服定位结合,有效解决表皮偏移问题,提升门板包覆精度。武汉低功耗门板包覆
设备的状态监控系统实时采集并显示148个关键传感器的数据,包括12组加热管的实时温度、8个气动系统的压力值、16个推块的位置和推力、4个伺服电机的负载率和温度、以及真空度、冷却水流量等工艺参数。滑块分布图以图形化方式直观展示16个推块的实时位置和动作状态,绿色表示到位,黄色表示运动中,红色表示故障,一目了然。状态监控界面还以趋势图形式展示关键参数的历史变化曲线,如加热温度曲线、合模压力曲线等,便于工艺人员分析设备运行趋势。这种多方位、可视化的监控方式,让操作人员和管理人员可以随时了解设备的健康状况,在异常发生初期及时介入,避免问题扩大化。武汉低功耗门板包覆