商机详情 -
深圳立式压力容器厂商
中国压力容器行业发展历程,我国压力容器制造行业,从无到有,从小到大,经历了风风雨雨的艰苦发展历程。我国压力容器制造的发展始于上世纪五十年代,1956年,南京永利宁厂机械分厂(南化机前身)试制成功中国头一台多层包扎式高压容器。20世纪60年代,我国形成压力容器大规模制造能力,我国的中小型化肥厂、各种化工厂及炼油厂所用的压力容器,除部分由苏联和东欧等国引进外,其余部分都是由我国工厂制造。到了20世纪70年代中期,我国从国外大量引进大型成套的化肥、石油化工装置的同时,也引进了先进的科研、设计和制造技术,使我国压力容器制造明显地上了一个台阶。对于特殊介质的储存,压力容器的内衬和涂层材料的选择必需经过特定的测试。深圳立式压力容器厂商

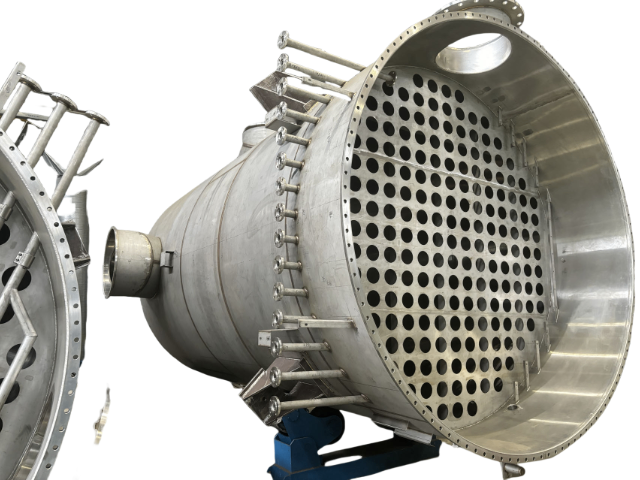
各种压力容器分类:具体划分如下:(1)反应压力容器(代号R):主要是用于完成介质的物理、化学反应的压力容器,如反应器、反应釜、分解锅、硫化罐、分解塔、聚合釜、高压釜、超高压釜、合成塔、变换炉、蒸煮锅、蒸球、蒸压釜、煤气发生炉等。(2)换热压力容器(代号E):主要是用于完成介质的热量交换的压力容器,如管壳式余热锅炉、热交换器、冷却器、冷凝器、加热器、消毒锅、染色器、烘缸、蒸炒锅、预热锅、溶剂预热器、蒸锅、蒸脱机、电热蒸汽发生器、煤气发生炉水夹套等。(3)分离压力容器(代号S):主要是用于完成介质的流体压力平衡缓冲和气体净化分离的压力容器,如分离器、过滤器、集油器、缓冲器、洗涤器、吸收塔、铜洗塔、干燥塔、汽提塔、分汽缸、除氧器等。(4)储存压力容器(代号C,其中球罐代号B):主要是用于储存、盛装气体、液体、液化气体等介质的压力容器,如各种型式的储罐。深圳立式压力容器厂商压力容器是一种用于存储和运输气体或液体的设备,能够承受内部和外部压力。
压力容器行业竞争梯队,压力容器企业的营收规模、技术实力、行业有名度等因素都将影响企业的竞争力和市场地位,根据以上因素划分,可将我国压力容器制造企业分为三个竞争梯队。头一梯队企业营收规模大、技术实力雄厚、行业有名度高,属于国内行业内先进的领头企业,以森松国际、兰石重装、中圣科技等企业为表示。第二梯队企业以营收规模较大的上市公司为主,该类企业技术实力较强、在国内市场具有高有名度、产品种类较丰富或专注于某一赛道并在特定产品领域拥有较强竞争力,如科新机电、宝色股份、锡装股份、蓝科高新、广厦环能、无锡鼎邦等。第三梯队企业为规模相对较小的中小压力容器制造企业,该类企业技术实力有限、整体竞争力相对较弱,主要集中于中低端市场,一般服务于特定客户或者特定区域。
压力容器的特点:1、运行工况苛刻,压力容器在使用过程中工艺条件复杂、运行工况苛刻,要承受一定的压力及温度其运行压力和温度变化范围相当宽广(从真空到100MPa以上的超高压,从-200℃以下的低温到1000℃以上的高温),工作介质也较为复杂易燃易爆有毒腐蚀),有时运行工况十分恶劣。2、易发生事故且后果严重。由于压力容器在运行过程中,要承受各种静、动载荷或交变载荷,有些还有附加的机械或温度载荷,加上生产工艺过程工作介质的易燃、易爆、有毒、腐蚀等特性,容器本身可能存在的结构性缺陷,操作失误或反应异常造成的压力突然升高,在生产过程极易发生容器受压元件破裂泄漏、爆裂,且事故的发生具有较强的突发性和偶然性。一旦发生事故,所造成的危害和损失极其惨重。压力容器的防爆装置应符合国家标准要求,确保安全性能。

压力容器的检验和认证标准,压力容器在投入使用前需要进行检验和认证,以确保容器的安全性和可靠性。检验和认证需要按照相关的标准和规范进行,包括外观检查、无损检测、耐压试验等。检验和认证合格后,容器才能投入使用。实施压力容器标准的重要性,压力容器标准是确保容器质量和安全性能的重要手段,能够有效地预防安全事故的发生,保障人民生命财产的安全。同时,实施压力容器标准也能够提高企业的生产效率和产品质量,增强企业的市场竞争力。压力容器标准是用于规范和评估压力容器的标准和规范,确保其质量和安全性能。了解和掌握压力容器标准对于企业来说至关重要,它能够帮助企业提高生产效率和产品质量,保障人民生命财产的安全。压力容器的设计使用寿命通常为15到30年,需定期进行检查与保养。深圳立式压力容器厂商
压力容器在使用过程中需要遵守操作规程和安全措施。深圳立式压力容器厂商
按生产工艺过程中作用原理分类:分为反应、换热、分离、储存四类,其中反应容器安全性要求较高,因其在进行物理、化学反应时,可能造成压力、温度的变化。此外,尚有如下一些常见的分类方法:1按形状分类,如圆筒形、球形、组合型(前者均为回转壳体)以及方形、矩形等;2按筒体结构分为整体式、组合式。3按制造方法分为焊接(较为普通)锻造(主要用于超高压)、铸造(主要优点是方便制造,但因其质量问题需加大安全系数,多用于小型、低压)。深圳立式压力容器厂商