商机详情 -
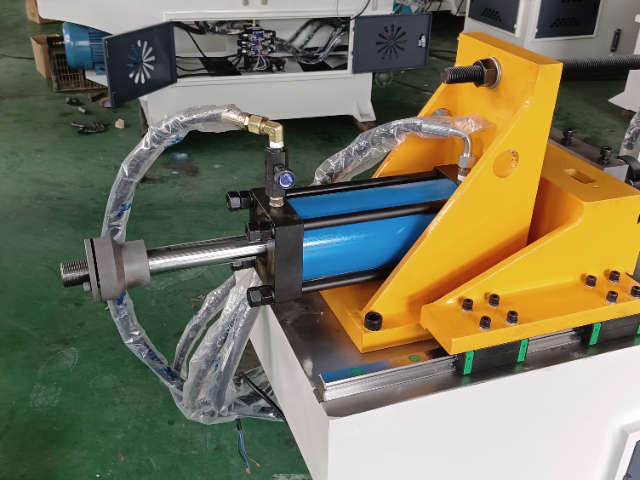
上海全自动缩管机选择
缩管机的工作原理基于金属材料的塑性变形特性,通过模具对管材施加径向压力,使其外径缩小而壁厚保持相对稳定。这一过程涉及复杂的力学交互:模具闭合时,管材表面首先发生弹性变形,随着压力增大,材料进入塑性流动阶段,金属晶粒沿压力方向重新排列,形成新的截面形状。液压系统提供的稳定压力是关键,它确保管材在形变过程中受力均匀,避免局部过载导致的开裂或褶皱。同时,模具的几何设计需精确匹配管材材质与缩径比,例如强度高合金管需采用分段缩径模具,通过逐步减小外径降低材料回弹,而薄壁管则需优化模具圆角半径以减少应力集中。缩管机配备冷却系统,防止管材因摩擦过热影响性能。上海全自动缩管机选择
建立完善的质量检测与追溯体系是确保缩管机加工质量的关键。检测环节需覆盖加工前、加工中、加工后全流程:加工前,使用激光测径仪检测管材直径与椭圆度,确保符合加工要求;加工中,通过在线测厚仪实时监测管材壁厚变化,当壁厚偏差超过设定值时,系统自动报警并停机;加工后,采用超声波探伤仪检测管材内部缺陷,如裂纹、气孔等,确保产品100%合格。追溯体系则通过条形码或RFID标签实现,每根管材加工前粘贴标识标签,记录管材材质、批次号、加工时间、操作人员等信息,加工过程中各检测数据自动上传至MES系统,形成完整的质量档案。当产品出现质量问题时,可通过追溯系统快速定位问题环节,采取纠正措施,防止问题扩散。上海全自动缩管机选择缩管机可实现多段缩口同步编程与自动定位加工。
缩管机的操作简便性也是其备受青睐的重要原因之一。在现代化的生产线上,操作人员只需经过简单的培训,即可熟练掌握缩管机的操作技巧。设备配备有直观的控制面板和人性化的操作界面,使得各项参数的设置和调整变得轻松快捷。同时,缩管机还具备自动检测和故障报警功能,能够在加工过程中实时监测设备状态,一旦发现异常情况,立即发出警报并停止运行,有效避免了因设备故障而导致的生产事故和材料浪费。这种智能化的设计不只提高了生产效率,还降低了操作人员的劳动强度,使得整个生产过程更加安全、高效。
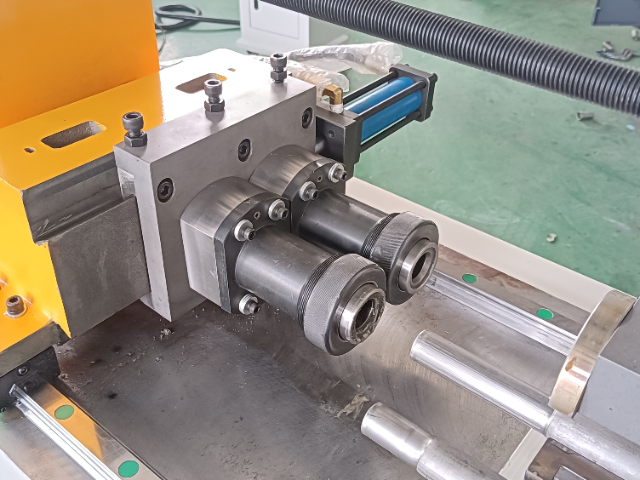
缩管机作为金属加工领域的关键设备,其关键功能在于通过机械压力对金属管材进行准确缩径处理。这一过程并非简单的物理挤压,而是涉及材料力学、模具设计与压力控制的综合技术。缩管机通过模具的闭合动作,将管材外径逐步缩小至目标尺寸,同时保持管壁厚度的均匀性,避免因局部过薄导致的强度下降。其工作原理依赖于液压系统或机械传动提供的稳定压力,确保缩径过程中的形变可控且重复性强。与传统的切割焊接工艺相比,缩管机实现了管材的无缝连接,既保留了金属的原始结构强度,又减少了后续加工步骤,明显提升了生产效率。此外,缩管机的操作灵活性使其能够适应不同材质的管材,从低碳钢到不锈钢,甚至部分有色金属,均能通过调整工艺参数实现高质量缩径。缩管机可实现较小缩径率达30%以上的高变形加工。

确保缩管机缩径质量是工业生产中的重要环节,需要采用科学合理的检测方法对缩径后的管材进行质量检测。常用的检测方法包括外观检测、尺寸检测和性能检测等。外观检测主要是通过目视观察管材的表面质量,检查管材表面是否有裂纹、褶皱、划痕、氧化皮等缺陷。对于一些对表面质量要求较高的管材,还可以使用放大镜或显微镜进行更细致的观察。尺寸检测是确保管材缩径尺寸符合要求的关键环节,常用的检测工具有卡尺、千分尺、内径量表等。通过这些工具可以准确测量管材的外径、内径、壁厚等尺寸参数,并与预设的尺寸要求进行对比,判断管材的尺寸精度是否合格。性能检测则是对管材的力学性能进行检测,如拉伸强度、屈服强度、硬度等。通过性能检测可以了解管材在缩径后的力学性能变化情况,确保管材能够满足实际使用的要求。缩管机在精密模具冷却水路管接头加工中应用广。上海全自动缩管机选择
缩管机支持自动送料、定位、缩管、下料一体化作业。上海全自动缩管机选择
模块化设计是现代缩管机的重要发展趋势,其关键思想是将设备分解为多个单独功能模块,如液压模块、控制模块、模具模块等,各模块之间通过标准化接口连接,便于快速更换与升级。这种设计带来多重优势:首先,用户可根据生产需求灵活配置设备功能,例如增加自动上下料模块以提升自动化水平,或更换高精度控制模块以满足精密加工要求;其次,模块化结构降低了维修难度,当某一模块出现故障时,只需更换备用模块即可恢复生产,无需等待整体维修;此外,模块化设计还为设备升级提供了便利,随着技术进步,用户可通过更换新一代模块提升设备性能,而无需淘汰整台设备。这种“可生长”的特性使缩管机能够适应长期的技术迭代与生产需求变化,延长设备生命周期。上海全自动缩管机选择