商机详情 -
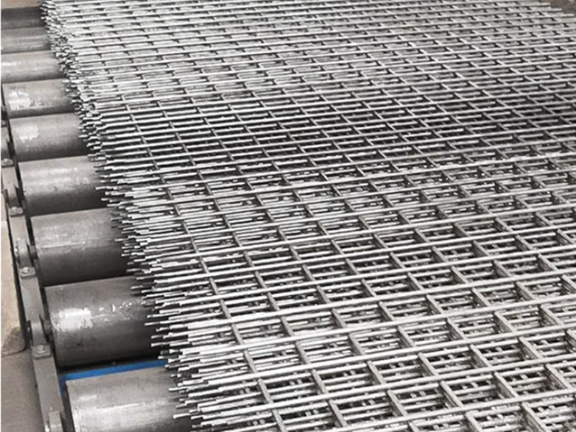
金华低碳钢筋焊接网片
焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。钢筋网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。分类,钢筋网按原材料可分为:冷轧带肋钢筋网、冷拔光圆钢筋网、热轧带肋钢筋网,其中冷轧带肋钢筋网应用普遍。钢筋网按钢筋的牌号、直径、长度和间距分为定型钢筋网和定制钢筋网两种。钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定。金华低碳钢筋焊接网片

形状尺寸检查和外观质量检查应每批抽查5%,同时不得少于3件;力学性能试验的试件应从成品 中切取,切取过试件的制品,应补焊同级别、同直径钢筋,其每边搭接长度应不小于2个孔格的长度;试件所包含的交叉点不得开焊,除去掉多余部分外,试件不得进行其他加工;但冷轧带肋钢筋焊点允许将试件在100℃的温度下保温1h,然后在空气中冷却至室温,进行试验; 每批不大于30t,适用于大批量生产焊接网的质量检查与验收。关于以200件作为一批,一周内不足200件亦按一批计算,适用于预制厂钢筋网的生产。金华低碳钢筋焊接网片钢筋网这种新型配筋形式,特别适用于大面积混凝土工程。

提高生产效率焊接网将原来的现场制作的全部工序急90%以上的绑扎成型工序全部进行了工厂化生产,除保护了钢筋制作、绑扎的质量外,还较大程度上缩短了工程的施工周期,1015平面米的焊接网铺设只用60工时,比过去的人工绑扎少用70工时,节约人工工时54%,而且解决了工程现场施工地狭小和调直钢筋时所产生的噪音污染等问题、促进了现场文明施工。经济效益分析焊接网具有较好的综合经济效益,焊接网钢筋的设计强度比I级钢筋高50%(光面钢筋焊接网)~70%(带肋钢筋网),考虑一些构造要求后仍可节省钢筋30%左右,在加上直径12mm以下散支钢筋加工费均为材料费10%-15%。综合考虑(与I级钢筋相比)可降低钢筋工程造价10%左右。
通常,钢筋焊接网的搭接方式有3种,分别是叠搭法、扣搭法和平搭法。下面就给大家把这三种搭接方式一一介绍一下。叠搭法:是指将一张钢筋网片叠放到另一种钢筋网片上的搭接方法。一般用于单向钢筋网片的铺装。扣搭法:其是指将一张钢筋网片扣放在另一张钢筋网片上,使横向钢筋在同一平面内,而纵向钢筋在两个不同平面内的搭接方法。这种搭接方式主要用于较薄混凝土板中钢筋焊接网的铺装。平搭法:该种搭法是将一张钢筋网片的钢筋镶入另一张钢筋网片,然后使两张钢筋网片的纵向和横向钢筋各自在同一个平面内搭接方法。该种搭接法通常用于楼板、地面防裂网等的应用。钢筋焊接网适合工厂化、规模化生产,是效益高、符合环境保护要求、适应建筑业工业化发展趋势的新兴产业。
钢筋网制造:1 钢筋网应采用机械制造,纵、横向钢筋交叉点采用电阻焊焊接。2 钢筋交叉点开焊数量不得超过整个网片交叉点总数的1%。并且任一根钢筋上开焊点数不得超过该根钢筋上交叉点总数的一半。钢筋网较外边钢筋上的交叉点不得开焊。力学、工艺性能:1 钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定和表a对LG550级冷轧光面钢筋的规定。2 钢筋网焊点的抗剪力(单位为N)应不小于150与较粗钢筋公称横截面积(单位为mm)的乘积。包装:钢筋网应捆扎整齐、牢固,捆重不应超过2t,必要时应加刚性支撑或支架,以防止运输吊装过程中钢筋网产生影响使用的变形。钢筋混凝土路面补强用的焊接网可按钢筋混凝土路面用焊接网的有关规定执行。金华低碳钢筋焊接网片
焊接钢筋网的技术规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。金华低碳钢筋焊接网片
钢筋网片焊接机应用场景,钢筋网片焊接机操作规程:1、使用前,检查控制板插头务必与插座插牢;2、焊机外壳必须可靠接地,焊机不得受潮;3、根据焊件厚度调整次级电压,打开电源开关后指示灯应亮;4、踏下脚踏板,接触器吸合,控制焊接时间,即能完成焊接的过程,可完成点焊和多点同焊;5、严禁用手触摸触头,以防触电和烫伤;6、每单作业结束后,应及时修复光电机头;7、每单作业结束后,应检查机头、弹簧、杠杆组及踏脚有无损坏和松动,并及时恢复和修复;8、定期(每月一次)停电检查箱内各接线。金华低碳钢筋焊接网片