商机详情 -
温州屋面抗裂钢筋焊接网定制
焊接技术播报编辑焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。钢筋网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级冷拔光面钢筋制作。分类播报编辑钢筋网按原材料可分为:冷轧带肋钢筋网、冷拔光圆钢筋网、热轧带肋钢筋网,其中冷轧带肋钢筋网应用较普遍。钢筋网按钢筋的牌号、直径、长度和间距分为定型钢筋网和定制钢筋网两种。钢筋网的力学、弯曲性能应分别符合GB/T13788对LL550级冷轧带肋钢筋的规定。温州屋面抗裂钢筋焊接网定制
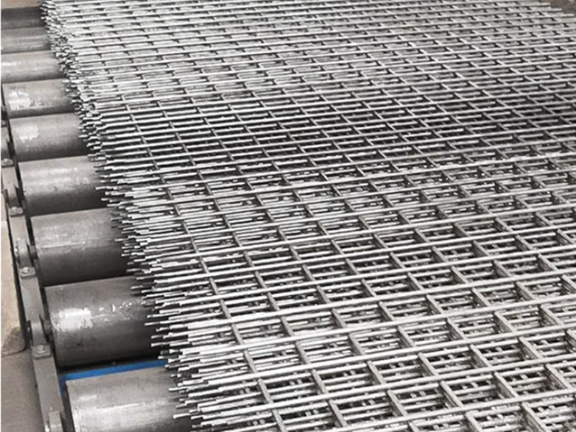
焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。钢筋网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。分类,钢筋网按原材料可分为:冷轧带肋钢筋网、冷拔光圆钢筋网、热轧带肋钢筋网,其中冷轧带肋钢筋网应用普遍。钢筋网按钢筋的牌号、直径、长度和间距分为定型钢筋网和定制钢筋网两种。温州屋面抗裂钢筋焊接网定制焊接钢筋网的生产能力,冷轧带肋钢筋80年代末在国内开始生产。
钢筋网的喷射混凝土保护层的厚度不得小于20mm,当采用双层钢筋网时,两层钢筋网之间的间隔距离不应小于60mm。国内发展概况播报编辑生产能力冷轧带肋钢筋80年代末在国内开始生产,10年多来,得到迅速发展,成为建设部重点推广的新钢种。冷轧带肋钢筋的迅速发展,为焊接网的发展提供良好条件。我国焊接网产品标准已于1995年12月起实施,对于指导生产、保证产品质量具有重要的意义。使用规程也于1998年2月正式施行,对于加速推广应用起积极促进作用。技术规定技术规程规定,焊接网宜采用CRB550级冷轧带肋钢筋制作,也可采用CRB510级冷拔光面钢筋制作。一片焊接网宜采用同一类型的钢筋焊成。
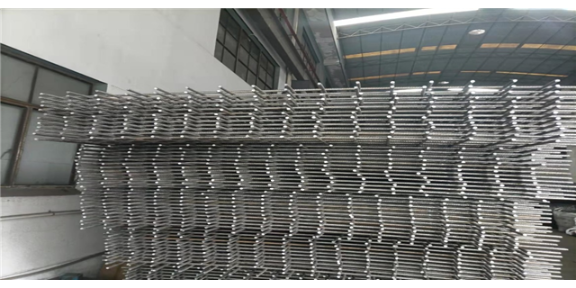
焊接技术,焊接采用专门使用的GWC焊网机,焊接程序均由计算机自动控制生产,焊接网孔均匀,焊接质量良好,焊接前后钢筋的力学性能几乎没有变化。原材料,冷轧光面钢筋焊接网宜采用CRB550级冷轧带肋钢筋或HRB400级热轧带肋钢筋制作,也可采用CPB550级级冷拔光面钢筋制作。分类,冷轧光面钢筋焊接网按原材料可分为:冷轧带肋冷轧光面钢筋焊接网、冷拔光圆冷轧光面钢筋焊接网、热轧带肋冷轧光面钢筋焊接网,其中冷轧带肋冷轧光面钢筋焊接网应用较普遍。冷轧光面钢筋焊接网按钢筋的牌号、直径、长度和间距分为定型冷轧光面钢筋焊接网和定制冷轧光面钢筋焊接网两种。钢筋焊接网适合工厂化、规模化生产,是效益高、符合环境保护要求、适应建筑业工业化发展趋势的新兴产业。

钢筋焊接网的平搭法,钢筋焊接网的3种搭接方式须满足以下四个条件:1、需要进行搭接的两张钢筋网片的所有钢筋要在同一搭接处完成。2、钢筋焊接网要搭接的区域须用铁丝或钢丝进行绑扎。3、钢筋焊接网铺装后搭接区域的保护层及保护层的厚度须符合相关要求和规范。 4、钢筋焊接网搭接区域设置要相同,搭接接头应设置在较小弯矩处。钢筋网的喷射混凝土保护层的厚度不得小于20mm,当采用双层钢筋网时,两层钢筋网之间的间隔距离不应小于60mm。定制焊接网的形状、尺寸应根据设计和施工要求,结合具体工程情况,由供需双方协商确定。温州屋面抗裂钢筋焊接网定制
横向钢筋:与钢筋网制造方向垂直排列的钢筋。温州屋面抗裂钢筋焊接网定制
力学性能检验:(1)抗拉试验(2)抗弯试验(3)抗剪试验;(1)拉伸试验结果,不得低于550MPa;(2)弯曲至180。,其外侧不得出现横向裂纹;(3)抗剪试验结果,3个试件抗剪力的平均值不得低于下式计算出的抗剪指标: F≥0.3×Ao×σs 式中 F一抗剪力指标,N; Ao一较大钢筋(受拉钢筋)的横截面面积,(mm2); σs一该级别钢筋(丝)规定的屈服强度,(MPa) 注:①冷拔低碳铜丝的屈服强度按0.65×550计算,为360MPa(尾数取整数); ②冷轧带肋钢筋抗拉强度,取ORl3550级钢筋抗拉强度550MPa计算; 焊点抗剪试件以较大钢筋即受拉钢筋为纵筋,较小钢筋为横筋;(4)焊接网的拉伸试验、弯曲试验结果如不合格,则应从该批焊接网中再切取双倍数量试件进行不合格项目的检查,复检结果不合格时,该批焊接网为不合格品;(5)焊接网的抗剪试验结果,按平均值计算,如不合格,则在取样的同一横向钢筋上所有交叉点均需取样检查;全部试件平均值合格时,该批焊接网为合格温州屋面抗裂钢筋焊接网定制