商机详情 -
长沙保压定心虎钳加工案列
如何选择五轴自定心虎钳?圆形五轴定心虎钳(也称自定心五轴虎钳),外形上商端大气,真正可以做到精加工与精加工一体的需求,干涉小,配有两副硬爪,一副是高爪,一副为低爪,根据需求自行变化,爪子与移动块由齿状咬合,刚性强,稳定性高,所谓自定心,求心就是扳手转动钳口移动是两头同时向中心移动,中心点不变,使工件始终处于中心点位置(重复定位中心精度为正负0.01MM,中心高有在100-160MM这间,减少主轴与刀柄刀具在加工过程中的干涉。正确选择精密定心虎钳的方式有哪些?长沙保压定心虎钳加工案列
定心虎钳
如何正确选择高精密多工位虎钳?1、工件尺寸,根据“钳口张开度”进行选择:应选择钳口张开度足以夹持工件的多工位虎钳。普通精密多工位虎钳的钳口张开度与钳口宽度相同。但根据机型不同,还备有“大钳口张开度型”以及通过更换钳口实现的“钳口张开度增大型”。根据“钳口宽度”进行选择:工件长度大幅度超过钳口宽度时(长工件等),加工中可能会发生工件振动(颤动)或工件脱落。应选择钳口宽度适合工件的多工位虎钳。对于长工件,使用并排配置规格品(无论配置多少台,至多工位虎钳滑动面的高度(A)及钳口行程(B)的误差均可调整在0.01以内)较为方便。根据“钳口深度”进行选择:工件高度大幅度超过钳口的高度(钳口深度)时,与长工件一样,也可能会发生工件颤动、脱落。另外,对厚度小的工件进行顶面加工时,刀具与钳口可能会产生冲击。钳口深度也是选择多工位虎钳的要点,但也可通过附件(特别附属品)或另制钳口应对。长沙保压定心虎钳加工案列定心虎钳的夹紧力,中心定位精度上置钳口都可以通用。
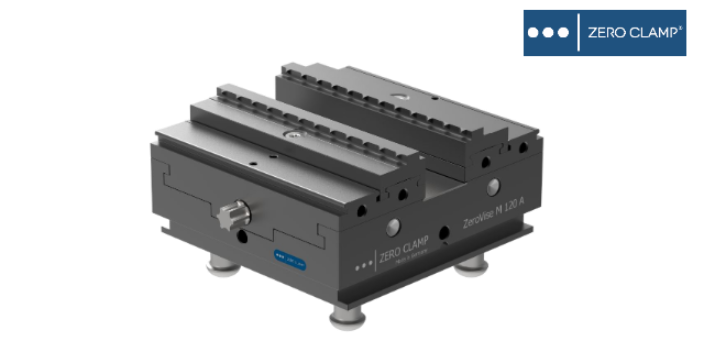
自定心虎钳的2个卡爪来回同步移动,来实现对零件的中心夹紧,并且夹持精度高,依工件的外形轮廓订制卡爪,不但可对工件实现外夹夹紧也可实现内撑涨紧,即可加工不同轮廓的工件,操作简单快捷,成本也大幅度节省。产品特点:1.产品尺寸小,重量轻,2.高效的润滑系统,3.多种对心台钳控制方法,可根据客户需求从侧面或底面对台钳进行控制。4.防尘设计,滑块与防尘盖间特殊防尘设计,有效防止碎屑侵入。5.卡爪的安装部位易加工,加工卡爪安装部位,只需加工螺栓孔和键槽。普通设备就可以完成。
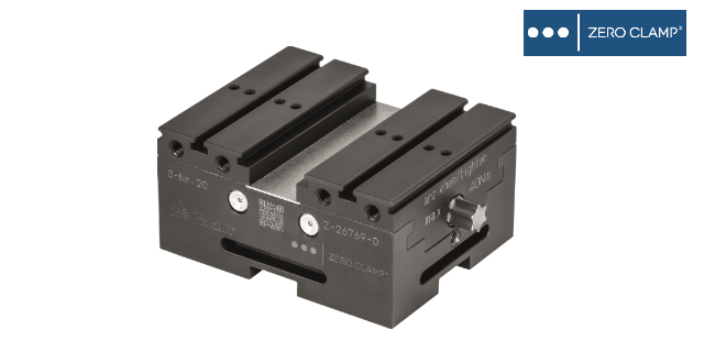
虎钳是用来夹持工件。定心虎钳是一种标准夹具, 类似于台虎钳。其规格以钳口的宽度来表示,常用的有100、125、150mm等。虎钳有固定式和回转式两种 。高精密钳的结构与普通钳结构类似,都是一个钳身、固定钳口、活动钳口、传动丝杆、螺母构成的,只不过是相关零件的精度更高,配合更紧密。结构原理和精度没有必然的关系。再现性和一致性。两次装夹定位精度在0.02毫米以内。精密钳的钳口与导轨的垂直度在0.005以内,台钳各个使用面的形位公差不超过0.01。定心虎钳可以灵活的固定在T型槽工作台上。
如何正确选择精密定心虎钳?机床,根据“加工机床的种类”进行选择:应选择与加工机床相匹配的定心虎钳。可根据所使用的机床选择。根据“加工方向(螺杆方向)”进行选择:加工中心根据立式、卧式的不同,生产方法及定心虎钳的安装方法等可能会有所差异。需考虑各自适用的机型及使用方法。尤其是卧式加工中心,定心虎钳的使用方法多种多样。根据“加工方法(工序)”进行选择:工件的设置方法根据批量生产、非批量生产、工序数、加工条件、加工机床等的不同而异。若选择适合加工方法的定心虎钳,可提高效率。“考虑加工精度”进行选择:随着加工机床的高精度化、加工要求精度的高水准化,作为加工夹具的精密定心虎钳也必须实现高精度化。选择高精度的精密定心虎钳时,应遵循以下5项要点。1.可牢靠夹紧工件。应具有充足的夹紧力。2.定心虎钳自身精度高。3.夹紧时工件不会上浮。4.采用强力夹紧时也不会变形的结构及材质。5.可长期保持高精度。自定心虎钳能够在夹持系统中进行一次装夹,多面加工。长沙保压定心虎钳加工案列
小型液压定心虎钳在输出效率相同的情况下,其结构紧凑、体积小、重量轻、承载能力强;长沙保压定心虎钳加工案列
立式定心虎钳简介及应用:立式定心虎钳主要用于卧式机加设备,比如卧式镗床、卧式加工中心等。以前国内厂家生产制造及应用均很少,近几年来,随着卧式设备,特别是卧式加工中心的逐渐普及,这类定心虎钳的市场需求量也大幅增加。新型立式定心虎钳,钳体多为整体结构,具有结构紧凑、强抗振性,抗大切削力等优点。夹紧动力源采用“快夹”式,手动、机动均可;钳口多为“快换、多功能”设计。这类定心虎钳制造难度较大,对生产厂家的生产设备、操作者的技术水平均有较高的要求。长沙保压定心虎钳加工案列