商机详情 -
机械设备零件焊接多少钱
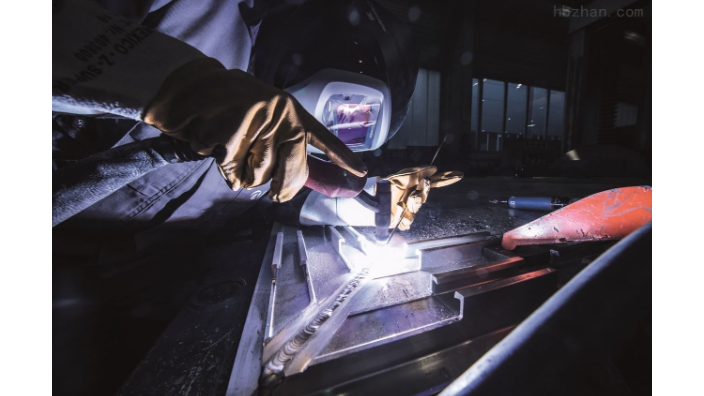
机械设备零件激光焊接的优势:(1)可将入热量降到较低的需要量,热影响区金相变化范围小,且因热传导所导致的变形亦较低。(2)32mm板厚单道焊接的焊接工艺参数业经检定合格,可降低厚板焊接所需的时间甚至可省掉填料金属的使用。(3)不需使用电极,没有电极污染或受损的顾虑。且因不属于接触式焊接制程,机具的耗损及变形接可降至较低。(4)激光束易于聚焦、对准及受光学仪器所导引,可放置在离工件适当之距离,且可在工件周围的机具或障碍间再导引,其他焊接法则因受到上述的空间限制而无法发挥。机械设备零件埋弧焊又称焊剂层下自动电弧焊。机械设备零件焊接多少钱
机械设备零件钎焊过程:表面清洗好的工件以搭接型式装配在一起,把钎料放在接头间隙附近或接头间隙之间。当工件与钎料被加热到稍高于钎料熔点温度后,钎料熔化(工件未熔化),并借助毛细作用被吸入和充满固态工件间隙之间,液态钎料与工件金属相互扩散溶解,冷凝后即形成钎焊接头。机械设备零件钎焊采用熔点低于母材的合金作钎料,加热时钎料熔化,并靠润湿作用和毛细作用填满并保持在接头间隙内,而母材处于固态,依靠液态钎料和固态母材间的相互扩散形成钎焊接头。钎焊对母材的物理化学性能影响小,焊接应力和变形较小,可焊接性能差别较大的异种金属,能同时完成多条焊缝,接头外表美观整齐,设备简单,生产投资小。但钎焊接头的强度较低,耐热能力差。机械设备零件焊接多少钱机械设备零件电子束焊接技术特点:电子束焊接的能量密度高,可焊接一般电弧焊难以实现的焊缝。

机械设备零件扩散焊是将两个待焊工件紧压在一起,并置于真空或保护气氛炉内加热,使两焊接表面微小的不平处产生微观塑性变形,达到紧密接触,在随后的加热保温中,原子间相互扩散而成冶金连接的焊接方法,通常这类扩散焊称之为固相扩散。它的特点是待焊表面质量要求高,焊接时间较长,接头质量不稳定。随着扩散焊工艺的发展,出现了瞬间液相扩散焊,它可降低待焊表面制备的质量要求,减少焊接时间,提高接头质量的稳定性。它常在待焊的表面间加一层有利于扩散的中间材料,该材料在加热保温中熔化,并形成少量的液相,这些液相金属可填充缝隙,也使液相中的某些元素向母材扩散,然后形成冶金连接。
机械设备零件冷压焊是指室温下借助压力使待焊金属产生塑性变形而实现固态焊接的方法。通过塑性变形挤出连接部位界面上的氧化膜等杂质,使纯洁金属紧密接触,达到晶间结合。不会产生热焊接接头常见的软化区、热影响区和脆性金属中间相。机械设备零件冷压焊的原理比较简单,待焊工件在所加压力的作用下,通过材料的物理接触使待焊工件产生大的变形,在变形时,表面的氧化膜破裂,并通过材料的塑性变形被挤出连接界面,使纯金属相互接触,并发生金属键结合而形成牢固的连接接头。机械设备零件埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。

机械设备零件激光深熔焊接一般采用连续激光光束完成材料的连接,其冶金物理过程与电子束焊接极为相似,即能量转换机制是通过“小孔”(Key-hole)结构来完成的。在足够高的功率密度激光照射下,材料产生蒸发并形成小孔。这个充满蒸气的小孔犹如一个黑体,几乎吸收全部的入射光束能量,孔腔内平衡温度达25000C左右,热量从这个高温孔腔外壁传递出来,使包围着这个孔腔四周的金属熔化。小孔内充满在光束照射下壁体材料连续蒸发产生的高温蒸汽,小孔四壁包围着熔融金属,液态金属四周包围着固体材料(而在大多数常规焊接过程和激光传导焊接中,能量首先沉积于工件表面,然后靠传递输送到内部)。孔壁外液体流动和壁层表面张力与孔腔内连续产生的蒸汽压力相持并保持着动态平衡。光束不断进入小孔,小孔外的材料在连续流动,随着光束移动,小孔始终处于流动的稳定状态。就是说,小孔和围着孔壁的熔融金属随着前导光束前进速度向前移动,熔融金属充填着小孔移开后留下的空隙并随之冷凝,焊缝于是形成。上述过程的所有这一切发生得如此快,使焊接速度很容易达到每分钟数米。机械设备零件钨极氩弧焊接操作方式分为手工焊、半自动焊和自动焊三类。机械设备零件焊接多少钱
机械设备零件气焊主要应用于薄钢板、低熔点材料、铸铁件和硬质合金刀具等材料的焊接。机械设备零件焊接多少钱
机械设备零件焊接按其工艺过程的特点分有熔焊,压焊和钎焊三大类。在熔焊的过程中,如果大气与高温的熔池直接接触的话,大气中的氧就会氧化金属和各种合金元素。大气中的氮、水蒸汽等进入熔池,还会在随后冷却过程中在焊缝中形成气孔、夹渣、裂纹等缺陷,恶化焊缝的质量和性能。为了提高焊接质量,人们研究出了各种保护方法。例如,气体保护电弧焊就是用氩、二氧化碳等气体隔绝大气,以保护焊接时的电弧和熔池率;又如钢材焊接时,在焊条药皮中加入对氧亲和力大的钛铁粉进行脱氧,就可以保护焊条中有益元素锰、硅等免于氧化而进入熔池,冷却后获得优良焊缝。机械设备零件焊接多少钱
上海巨勋智能科技有限公司成立于2014-05-05年,在此之前我们已在升降龙门吊,地七轴,设备焊接加工,自动化设备制造行业中有了多年的生产和服务经验,深受经销商和客户的好评。我们从一个名不见经传的小公司,慢慢的适应了市场的需求,得到了越来越多的客户认可。公司主要经营升降龙门吊,地七轴,设备焊接加工,自动化设备制造等产品,我们依托高素质的技术人员和销售队伍,本着诚信经营、理解客户需求为经营原则,公司通过良好的信誉和周到的售前、售后服务,赢得用户的信赖和支持。巨勋严格按照行业标准进行生产研发,产品在按照行业标准测试完成后,通过质检部门检测后推出。我们通过全新的管理模式和周到的服务,用心服务于客户。在市场竞争日趋激烈的现在,我们承诺保证升降龙门吊,地七轴,设备焊接加工,自动化设备制造质量和服务,再创佳绩是我们一直的追求,我们真诚的为客户提供真诚的服务,欢迎各位新老客户来我公司参观指导。