商机详情 -
无锡自动化机械设备零件压焊标准
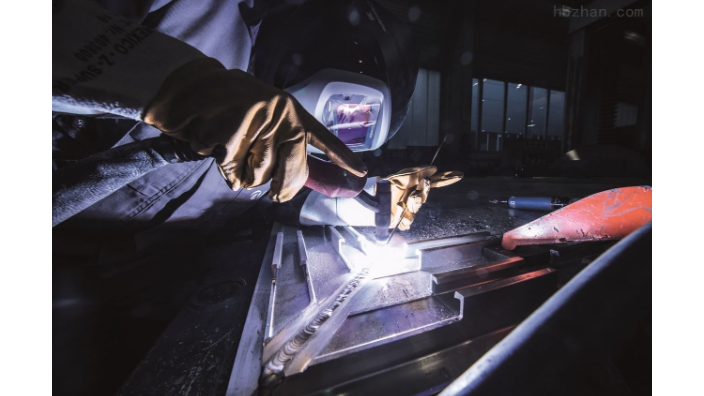
机械设备零件气体保护焊具有生产效率高、焊接变形小、适用范围广等特点。焊接时电弧为明弧焊,可见性好,采用半自动焊接法进行曲线焊缝和空间位置焊缝的焊接十分方便,操作简单,容易掌握,但不足之处是焊接飞溅较大,防风能力差。气体保护焊是普遍应用的一种电弧焊方法,主要用于汽车、船舶、管道、机车车辆、集装箱、矿山及工程机械、电站设备和建筑等金属结构的焊接。从被焊件材质上看,气体保护焊可以焊接碳钢和低合金钢;从工件厚度上看,采用钢丝短路过渡的方法,可以焊接薄板;采用粗丝熔滴过渡的方法,可以焊接中、厚板;从焊接位置上看,可以进行全位置焊接,也可以进行平焊、横角焊及其他空间位置的焊接。焊条电弧焊是工业生产中应用较普遍的焊接方法。无锡自动化机械设备零件压焊标准

机械设备零件焊接通过下列三种途径达成接合的目的:1、熔焊——加热欲接合之工件使之局部熔化形成熔池,熔池冷却凝固后便接合,必要时可加入熔填物辅助,它是适合各种金属和合金的焊接加工,不需压力。2、压焊——焊接过程必须对焊件施加压力,属于各种金属材料和部分金属材料的加工。3、钎焊——采用比母材熔点低的金属材料做钎料,利用液态钎料润湿母材,填充接头间隙,并与母材互相扩散实现链接焊件。适合于各种材料的焊接加工,也适合于不同金属或异类材料的焊接加工。无锡自动化机械设备零件压焊标准机械设备零件焊接技术主要应用在金属母材上。
机械设备零件埋弧焊是一种电弧在焊剂层下燃烧进行焊接的方法。其固有的焊接质量稳定、焊接生产率高、无弧光及烟尘很少等优点,使其成为压力容器、管段制造、箱型梁柱等重要钢结构制作中的主要焊接方法。近年来,虽然先后出现了许多种高效、优良的新焊接方法,但埋弧焊的应用领域依然未受任何影响。从各种熔焊方法的熔敷金属重量所占份额的角度来看,埋弧焊约占10%,且多年来一直变化不大。机械设备零件埋弧焊是当今生产效率较高的机械化焊接方法之一,它的全称是埋弧自动焊,又称焊剂层下自动电弧焊。
机械设备零件激光焊接在电子工业中,特别是微电子工业中得到了普遍的应用。由于激光焊接热影响区小、加热集中迅速、热应力低,因而正在集成电路和半导体器件壳体的封装中,显示出独特的优越性,在真空器件研制中,激光焊接也得到了应用,如钼聚焦极与不锈钢支持环、快热阴极灯丝组件等。传感器或温控器中的弹性薄壁波纹片其厚度在0.05-0.1mm,采用传统焊接方法难以解决,TIG焊容易焊穿,等离子稳定性差,影响因素多而采用激光焊接效果很好,得到普遍的应用。焊条电弧焊可以在任何有电源的地方进行焊接作业。

机械设备零件氩弧焊特点:1、氩气保护可隔绝空气中氧气、氮气、氢气等对电弧和熔池产生的不良影响,减少合金元素的烧损,以得到致密、无飞溅、质量高的焊接接头;2、氩弧焊的电弧燃烧稳定,热量集中,弧柱温度高,焊接生产效率高,热影响区窄,所焊的焊件应力、变形、裂纹倾向小;3、氩弧焊为明弧施焊,操作、观察方便;4、电极损耗小,弧长容易保持,焊接时无熔剂、涂药层,所以容易实现机械化和自动化;5、氩弧焊几乎能焊接所有金属,特别是一些难熔金属、易氧化金属,如镁、钛、钼、锆、铝等及其合金;6、不受焊件位置限制,可进行全位置焊接。机械设备零件气电焊特点:可以焊接化学活泼性强和易形成高熔点氧化膜的镁、铝、钛及其合金。无锡自动化机械设备零件压焊标准
埋弧焊时电弧是在一层颗粒状的可熔化焊剂覆盖下燃烧,电弧光不外露。无锡自动化机械设备零件压焊标准
机械设备零件电子束焊接技术是将高能电子束作为加工热源,用高能量密度的电子束轰击焊件接头处的金属,使其快速熔融,然后迅速冷却来达到焊接的目的。机械设备零件电子束焊接因具有不用焊条、不易氧化、工艺重复性好及热变形量小的优点而普遍应用于航空航天、原子能、汽车和电气电工仪表等众多行业。电子束焊接的基本原理是电子枪中的阴极由于直接或间接加热而发射电子,该电子在高压静电场的加速下再通过电磁场的聚焦就可以形成能量密度极高的电子束,用此电子束去轰击工件,巨大的动能转化为热能,使焊接处工件熔化,形成熔池,从而实现对工件的焊接。无锡自动化机械设备零件压焊标准
上海巨勋智能科技有限公司是我国升降龙门吊,地七轴,设备焊接加工,自动化设备制造专业化较早的有限责任公司(自然)之一,公司位于亭林镇亭华路35号2幢3层,成立于2014-05-05,迄今已经成长为五金、工具行业内同类型企业的佼佼者。巨勋智能科技致力于构建五金、工具自主创新的竞争力,多年来,已经为我国五金、工具行业生产、经济等的发展做出了重要贡献。