商机详情 -
漳州品质汽车门板热熔焊接供应商
搅拌摩擦焊技术这种焊接方式由于没有金属熔化,具有变形小、无熔化焊的焊接缺陷等特点,所以搅拌摩擦焊非常适合长平直焊缝和铝合金的焊接。目前由于搅拌摩擦焊的应用范围比较窄(只适合于长平直焊缝),且成本较高,在国外厂商、国内的轨道客车企业和部分企业内有所应用。总之,搅拌摩擦焊要在汽车行业得到推广,还要克服很多困难。等离子弧焊技术由于激光焊接高昂的成本和严格的技术要求,目前在国内大面积的应用会较难,所以在某种程度上,我们可以研究等离子弧焊接在汽车企业的应用。由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,在同样熔深下其焊接速度比TIG焊高,故可提高焊接生产效率。 汽车门板热熔焊接批发厂家?欢迎咨询无锡诺克超声科技有限公司!漳州品质汽车门板热熔焊接供应商
汽车用无纺布1、汽车隔音、隔热、减振、密封、填隙垫用无纺布.2、汽车行李箱、衣帽架、轮廓罩等装饰用无纺布.3、汽车门板、后搁板基材复合用无纺布.4、汽车座椅无纺布.5、汽车空气滤芯无纺布.6、汽车顶棚、汽车地板革、汽车内饰地毯用增强定型、防粘模无纺布。本公司产品现主要配套用于上海通用、上海大众、广州本田、长安福特、长安铃木、东风雪铁龙、一汽大众、一汽奥迪、、天津丰田、天津一汽、东风日产、东风标致、东风悦达起亚、北京现代、东南汽车、南汽、哈飞、江淮、奇瑞、江铃、比亚迪、长丰猎豹、长城、华泰现代、上汽通用五菱、华普、昌河铃木、吉利等企业汽车引擎盖隔音垫、前围隔热垫、仪表台外部隔音件等零件表皮的焊接。 漳州品质汽车门板热熔焊接供应商汽车门板热熔焊接设备?欢迎咨询无锡诺克超声科技有限公司!
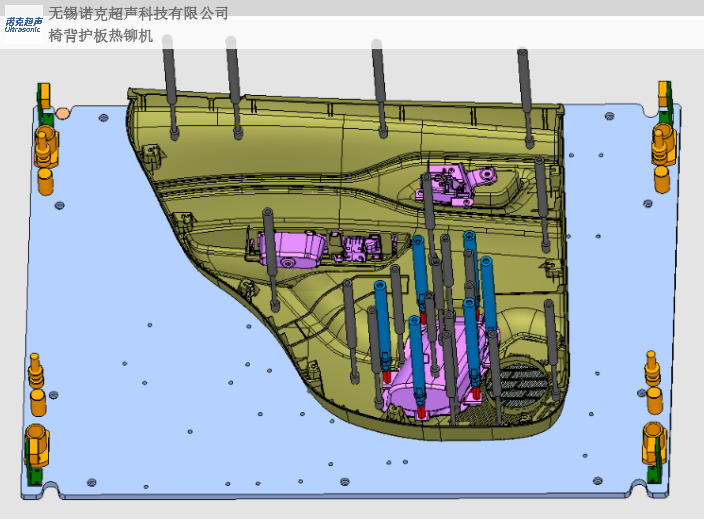
超声波焊接:-焊接速度快,焊接强度高、密封性好;-取代传统的焊接/粘接工艺,成本低廉,清洁无污染且不会损伤工件;-焊接过程稳定,所有焊接参数均可通过软件系统进行实施监控,一旦发现故障很容易进行排除和维护。振动摩擦焊接:高度、密封效果好-适合于大型无规则工件焊接;-可焊接多种塑料工件材料,尤其适用于焊接尼龙等采用超声波焊接方法不易加工的软性高熔点材料;-有效取代传统的焊接/粘接工艺;汽车门板内护板焊接机|内护板焊接机|汽车门板热铆机|车门内护板焊接机|车门内饰板铆接机|内护板于隔音棉焊接|汽车隔音棉焊接机,车门内饰件安装就位在门骨架上,夹紧放置在模具上,铆接机一次动作同时完成不同平面上的铆接点的铆固,从而保证整体结构牢固,有效避免变形造成的影响,消除了内部应力集中。
汽车门板焊接机根据不同汽车门板的焊接面积,可设计单点焊接或整体焊接方式的铆接。汽车门板焊接机PLC可程式微电脑控制系统,人机界面窗口调整焊接参数,简单方便,安全,无误动作。汽车门板焊接机机架用质量A3方通δ5X100X50MM焊接而成,整机稳固,可靠度高。以线性滑轨结构,精密度有保障;速度快。省人工,效率高,比传统快一倍。汽动元件采用进口日本SMC。汽车门板热铆机汽车门板热铆机主要功能:多点位同时热铆焊接,焊接形状为,圆形、方型、网纹形等。规格参数:重量:2T焊接产品:汽车门板内饰板、汽车保险杠、汽车面板、汽车发动机盖板主要应用行业:汽车行业、家电行业 汽车门板热熔焊接有什么作用?欢迎咨询无锡诺克超声科技有限公司!
咬边是焊接过程中,电弧将焊缝边缘熔化后,没有得到填充金属的补充,在焊缝金属的焊趾区域或根部区域形成沟槽或凹陷。防止措施:选用合适电流,避免电流过大;控制焊接速度,使其必须满足所熔敷的焊缝金属完全充填于母材所有已熔化的部分;采用摆动工艺时,在坡口边缘运条稍慢些,焊条应做短时停顿,以使焊缝金属与邻接板料之间的温度相近,在坡口中间运条速度要快些,并使填充金属与基本金属混合均匀;手工焊要控制焊条的位置,在角焊时,焊条要采用合适的角度和保持一定的电弧长度,保持运条均匀,既要保证完全熔化,又要使焊接熔池形成饱满的外形;尽量采用短弧焊;当有可能形成过量咬边时,应尽量避免在水平位置施焊角焊缝,而采用船形位置焊接;过量的摆动也容易形成咬边,可采用多道焊工艺克服这一缺陷。 汽车门板热熔焊接生产厂家有哪些?欢迎咨询无锡诺克超声科技有限公司!漳州品质汽车门板热熔焊接供应商
汽车门板热熔焊接哪里便宜?欢迎咨询无锡诺克超声科技有限公司!漳州品质汽车门板热熔焊接供应商
MIG焊熔化极气体保护电弧焊是采用连续等速送进可熔化焊丝与焊件之间的电弧作为热源熔化焊丝和母材金属,形成熔池和焊缝的焊接方法。为了得到良好的焊缝应利用外加气体作为电弧介质并保护熔滴、熔池金属及焊接区高温金属免受周围空气的有害作用。优点:GMAW法可以焊接所有的金属和合金。克服了焊条电弧焊法条长度的限制。能进行全位置焊,电弧的熔敷率高,焊接速度高。焊丝能连续送进,所以得到长焊缝没有中间接头。由于产生的熔渣少,可以降低焊后清理工作量。它是低氢焊方法,焊接操作简单,容易操作和使用。 漳州品质汽车门板热熔焊接供应商