商机详情 -
直销汽车门板热熔焊接市面价
螺柱焊:将金属螺柱或类似的其他金属紧固性(栓、钉等)焊接到工件(一般为板件)上去的方法叫做螺柱焊。螺柱焊接技术是为提高焊接质量和效率而发展起来的一项专业焊接技术。通过螺柱焊接的方法,我们可以将柱状金属在5ms~3s的短时间内焊接到金属母材的表面,焊缝为全断面熔合。由于焊接时间短,焊接弧度高,焊接能量集中,操作方便,焊接效率高,对母材热损伤小等特点,这项技术被很好地应用在汽车等行业。实现螺柱焊的方法有电阻焊、摩擦焊、焊以及电弧焊等。优点:焊接时间短,只有1-3ms,空气来不及侵入焊接区,焊接接头已经形成,无需保护措施。螺柱直径与被焊工件壁厚之比可以达到8-10,小板厚约0.5mm。不用考虑螺柱长度的焊接收缩量,这是因为溶池很小,而且接头是塑性连接。接头没有外部可见的焊脚,不需要进行接头外观质量检查,不会有气孔、裂纹等缺陷。 汽车门板热熔焊接批发在哪里?欢迎咨询无锡诺克超声科技有限公司!直销汽车门板热熔焊接市面价

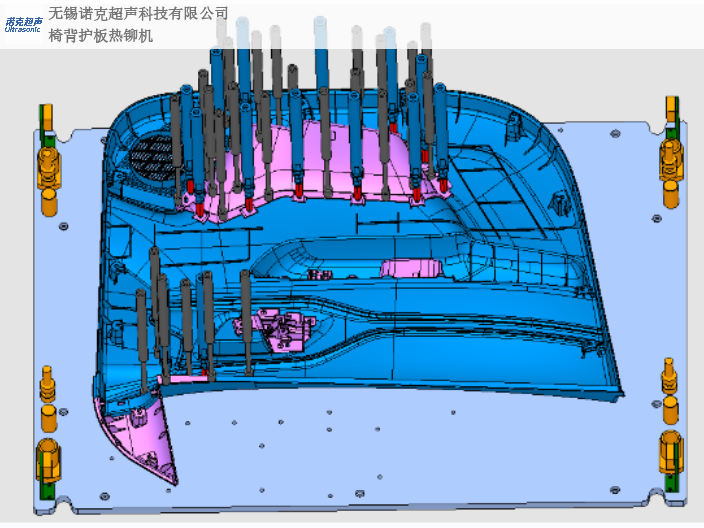
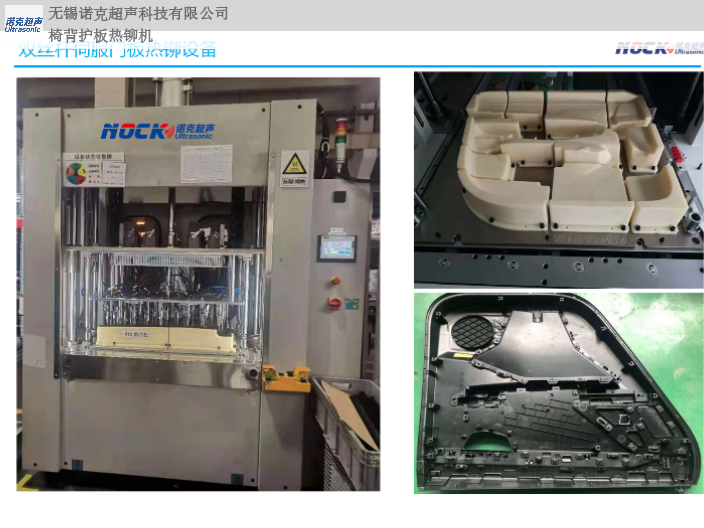
无锡诺克超声科技有限公司是从事塑料热铆接设备研发制造的专业化公司,拥有多项发明专利,采用的塑料热铆接技术,利用特制的铆头可以实现塑料铆柱的齐平铆接、半球铆接、埋头铆接(沉头铆接)、圆弧翻边铆接、肋条状铆接、折边镶嵌包覆等,与加工工件进行点接触,以全新的理念优化设计,将塑料件与金属件或其它不可焊接材质的组件铆接装配成一体,铆接面光洁度好,成形速度快,不易龟裂脆化、美观、牢固,减化了生产工艺、降低材料消耗、极大地提高产品质量、可靠性和生产效率,有效地延长使用寿命,具有工艺先进、结构合理、无震动、无噪音、无污染、加工质量高等优点,适用于宇航空,电子电器,仪器仪表,微动开关阀门,汽车配件,家用电器,五金等行业生产与装配,确保产品的高性能和低成本,即使在极其恶劣的自然环境和剧烈振动的情况下,依然可以长期安全稳定可靠地使用。 直销汽车门板热熔焊接市面价汽车门板热熔焊接哪家强?欢迎咨询无锡诺克超声科技有限公司!
热熔胶是现今又环保又适合高速自动流水线作业的一类胶种。当今汽车工业发展迅猛,尤其在我国,2013汽车销售量超2000万辆,目前已成为世界汽车产销大国。随着汽车生产自动水平的提高,汽车工业需要大量快速粘接,又能适应高速自动化生产且环保的胶粘剂,热熔胶刚好能符合以上全部要求,所以热熔胶在汽车工业运用越来越热门,使用量也逐年上升,已成为汽车工业无法替代的胶种。热熔胶有以下特点:固化速度快,适合现代化的高速流水线作业,汽车主要由大量金属和非金属的零部件构成,热熔胶正适合此类产品的粘接。如汽车上大量使用的ABS、PP、PE、毛毡等。施工方便,热熔胶可以有很多种上胶方式,可以喷涂、辊涂、刮涂等等。热熔胶是100%的固含量,存储方便,又节能、环保、无毒、不会对环境产生二次污染。现今世界资源紧张,很多汽车公司在生产汽车的时候已经考虑在汽车报废后的资源再回收利用,热熔胶有加热即熔的特性,在汽车回收拆解时更有优势。
超声波焊接是通过振荡电路振荡出高频信号,由换能器转化为机械能,该能量通过焊头传导到塑料工件上,以每秒上几十万次的振动,加上压力,使塑料工件的接合面剧烈摩擦后熔化,振动停止后继续维持工件上的短暂压力,使两个零件以分子链接的方式凝固为一体。由于超声波焊接是通过分子之间的链接来实现的,故不同材料相互之前的超声波焊接特性均有所不同,焊接相容性也各有差异,焊接注意事项:易吸收水分的材质需充分干燥,用高压或高温除掉蒸汽压:不同材质件的焊接前提是熔点差在38℃之内,而且分子结构要相似:厚度越厚对熔融层的影响也越大,熔融时间和固化时间也增加焊接性能影响因素:***STIC结构~2.材质的熔融温度、硬度、弹性;不同材质的特性.湿度.熔融速度.树脂添加剂。 汽车门板热熔焊接销售价格。欢迎咨询无锡诺克超声科技有限公司!
搅拌摩擦焊技术这种焊接方式由于没有金属熔化,具有变形小、无熔化焊的焊接缺陷等特点,所以搅拌摩擦焊非常适合长平直焊缝和铝合金的焊接。目前由于搅拌摩擦焊的应用范围比较窄(只适合于长平直焊缝),且成本较高,在国外厂商、国内的轨道客车企业和部分企业内有所应用。总之,搅拌摩擦焊要在汽车行业得到推广,还要克服很多困难。等离子弧焊技术由于激光焊接高昂的成本和严格的技术要求,目前在国内大面积的应用会较难,所以在某种程度上,我们可以研究等离子弧焊接在汽车企业的应用。由于等离子弧弧柱温度高,能量密度大,因而对焊件加热集中,熔透能力强,在同样熔深下其焊接速度比TIG焊高,故可提高焊接生产效率。 汽车门板热熔焊接多少钱?欢迎咨询无锡诺克超声科技有限公司!直销汽车门板热熔焊接市面价
汽车门板热熔焊接效果好不好?欢迎咨询无锡诺克超声科技有限公司!直销汽车门板热熔焊接市面价
弧坑是由于断弧或收弧不当,在焊缝末端形成的凹陷,而后续焊道焊接之前或在后续焊道焊接过程中未被消除,弧坑通常出现在焊缝尾部或接头处,弧坑不仅削弱焊缝截面,而且由于冷速较高,杂质易于集聚,而伴随产生气孔、夹渣、裂纹等缺陷。防止措施:正确地选择焊接电流;采用断续灭弧法或用收弧板,将弧坑引至焊件外面;手工电弧焊在收弧过程中焊条在收尾处作短时间停留或作几次环形运条,使焊条金属填满熔池;在埋弧自动焊时,分两步按下“停止”按扭,目的是为了填满弧坑。 直销汽车门板热熔焊接市面价