商机详情 -
罗湖区新能源汽车电机外壳加工工厂直销
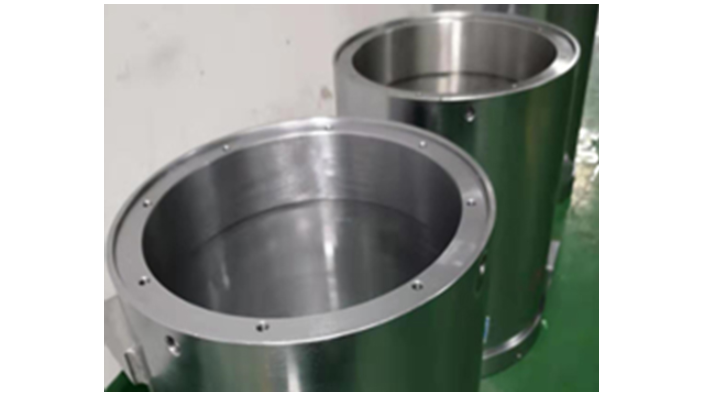
综合来说,精度高、直径大、薄壁易于变形是目前电机壳体加工的主要特征。为确保加工精度,现在的刀具会采用导条刀具理念,尺寸可达到µ级调节。支撑导条起到了支撑、导向和吸振的作用,导条的设计能够抵消深孔加工中的变形。更为重要的是,刀具重量是制约导条式刀具设计方案的因素之一。如果采用传统的刀具设计理念,直径这么大的刀具其重量至少要大于25Kg。为了适应现代机床高速加工的理念,减小这类刀具的重量是尤为关键的技术难题。深圳市励兴豪精密机械电子有限公司座落在深圳龙岗区国际低碳城,注册资金500万,厂房面积1200m2,专业致力矿用新能源防爆电机。深圳市励兴豪精密机械电子有限公司拥有一批专业的研发和工程技术人员,期待为您服务。罗湖区新能源汽车电机外壳加工工厂直销

在蜗轮的传动中,蜗杆是主要的动件,现阶段的矿山机械和工程机械中蜗杆的应用非常普遍。数控车床应用到实际生产中后,蜗杆的生产效率不仅得到了提高,而且加工的精度也得到了保障。在数控车床上加工蜗杆存在一定的难度,需要对加工的深度以及切削刀的程度进行准确的掌握,避免在加工过程中可能出现的扎刀现象。利用数控车床上加工蜗杆在很多方面都有优势,不只不需要工人具有过多的操作技能,能在数控车床上进行车削大导程蜗杆和螺纹,还能保证数控车床的精细度,从而彻底改变了传统蜗杆车刀的习惯,合理控制了刀尖角,对切削力进行了一定程度的减小,提高了蜗杆的质量和生产效率。罗湖区新能源汽车电机外壳加工工厂直销加工技术的不断创新和发展,推动了工业生产的进步和发展。
精密五金加工工艺:1、加工工艺路线具有很大的不确定性,一种零部件或产品可以有多种工艺,生产过程所需机器设备和工装夹具种类繁多。2、五金制造业企业由于主要是零散加工,产品的质量和生产率很大程度依赖于工人的技术水平,而自动化程度主要在单元级,例如数控机床、柔性制造系统等。3、产品零部件一般采用自制与委外加工相结合的方式。譬如电镀、喷砂、氧化、丝印镭雕等特殊工艺会委托外部厂商加工。4、需要的零件多,车间现场往往需要填写大量领料单及会看到呈"一字型"的生产单,如有工艺管理,还需填写大量的工艺移转单。我们主营产品为矿用新能源防爆电机,混式驻车制动器,液压阀体,阀杆,活塞,新能源汽车充电端子,以及非标自动化精密零件的开发、生产和销售,有需欢迎来电咨询。
走心机的特点:纵切车床在加工效率和加工精度上比数控车床有了质的飞跃,由于采用双轴排布刀具,极大地减少了加工循环时间,通过缩短排刀与对向刀具台的刀具交换时间,多重刀具台重叠功能,螺纹切屑有效轴移动重叠功能,二次加工时的直接主轴分度功能,实现空走时间的缩短。切屑刀具一直是在主轴与工件夹紧部位加工,保证了加工的精度保持不变。在实际应用中该机床配置了有具有铣钻功能的单独模块,可根据工件的加工需要增减,用来完成轴类工件的铣方、铣扁、铣槽,锯槽等加工,主轴采用高硬质弹簧夹头,可夹持多种类型的异型棒料,车、铣、钻、膛、铰、攻牙、刻字一次成型;可以完成变距螺纹、多线螺纹、矩形螺纹、球形螺纹等非标螺纹的复合加工。主要用于加工直径1—32mm的棒料,在精密轴类加工市场有很大优势。该系列机床可配备自动送料装置,实现单台机床的全自动化生产,减少人工成本和产品不良率。精密机械加工是一种对工件进行改变的过程,可以包括冷加工和热加工两种分类。
行业相关技术人员致力于研究铝合金精密零件微量切削的机理,但难以直接对切削点观察。因此有学者提出将切削装置小型化,放置于SEM的镜头下进行切削并观察。深圳市励兴豪精密机械电子有限公司座落在深圳龙岗区国际低碳城,注册资金500万,厂房面积1200m2,专业致力矿用新能源防爆电机,混式驻车制动器,液压阀体,阀杆,阀芯,活塞,以及非标自动化精密零件的开发、生产和销售。产品广泛应用于矿用智能工业防爆电动车、矿用机械设备、新能源汽车、无人机、服务型机器人、智能家居等领域。公司拥有大量加工中心、数控车床、走心机、插齿机、精密铣床和磨床等精密加工设备,同时拥有一批专业的研发和工程技术人员,秉承“品质优先,规范管理,不断创新,信誉永恒”的质量方针,已取得的ISO9001质量体系认证。公司以真诚的服务为基础,本着互惠互利的原则,您的满意是我们的追求。加工可以包括物理加工、化学加工和机械加工等多种方式。罗湖区新能源汽车电机外壳加工工厂直销
重卡新能源汽车电机是指用于重型卡车的电动机,它是新能源汽车的主要部件之一。罗湖区新能源汽车电机外壳加工工厂直销
轴承是当代机械设备中一种重要零部件。它的主要功能是支撑机械旋转体,降低其运动过程中的摩擦系数,并保证其回转精度。轴承组装是根据不同类型的轴承(分离型除外)有不同的凹模和凸模,先将滚珠或滚子放入保持架(就是通常所说的“钢锢”),然后上压力机将轴承内、外套连同滚珠或滚子一同压装在一起。因轴承结构、配合、条件而异,一般多为轴旋转,所以内圈需要过盈配合。圆柱孔轴承,多用压力机压入,或多用热装方法。锥孔直接安装在锥度轴上,或用套筒安装。罗湖区新能源汽车电机外壳加工工厂直销