商机详情 -
化工设备不锈钢钢带种类使用
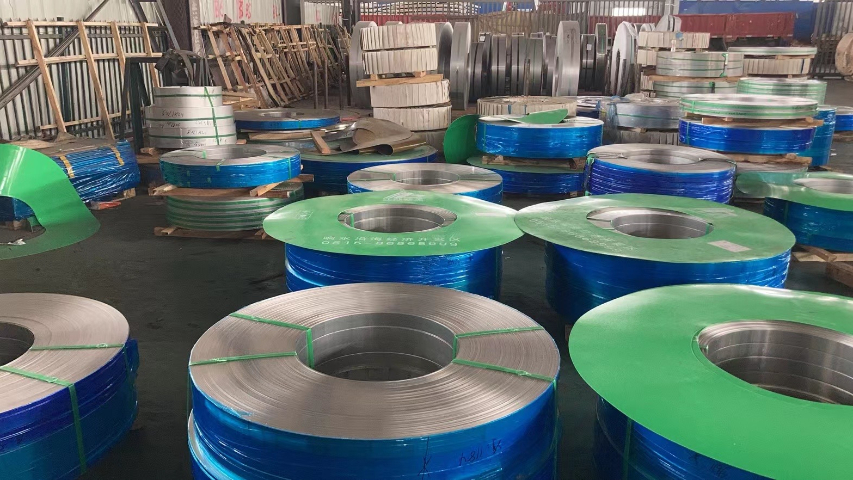
生产高质量的不锈钢钢带始于质优的原材料选取。一般会选用符合标准的不锈钢废钢为主要原料,这些废钢来源普遍,经过严格的筛选、分类后,去除其中的杂质和非金属夹杂物。为确保化学成分的稳定性,还会添加适量的合金添加剂,如铬铁合金、镍板等。所有原料在入炉前都要进行精确计量,以保证较终产品的一致性。此外,部分厂家也会采用直接还原铁粉作为补充原料,这种方法生产的海绵铁纯度较高,有利于提升产品质量。电炉初炼过程控制:将配好的原料装入电弧炉中,利用电极产生的高温电弧使炉料熔化。在此过程中,需密切关注温度变化曲线,合理调整供电制度,避免局部过热导致的元素烧损或增碳现象发生。同时,适时加入适量的造渣材料,如石灰石、萤石等,促进杂质元素的脱除,净化钢液。出钢时要注意挡渣操作,防止回磷等问题出现。不锈钢钢带的表面粗糙度可控,从哑光到高光覆盖多种视觉效果需求。化工设备不锈钢钢带种类使用

木材家居领域,北京木材粘合剂以无醛、低VOC、高粘、适配性强为优势,覆盖板材复合、家具组装、木门制作、地板铺设、软装包覆等场景。无醛水性胶、热熔胶、改性丙烯酸胶等产品,不含甲醛、苯等有害物,符合家居环保标准。热熔胶初粘力高、固化迅速、无痕粘接,适配家具自动化封边与包覆生产线。水性胶渗透性好、粘接牢固、耐潮耐温,适合实木拼接与板材复合,干燥后不开胶、不起翘。针对不同木材密度、材质与工艺需求,提供多型号选择,兼顾环保性与生产效率,助力家具、定制家居品质升级。特种场景领域,北京特种粘合剂实现高温、低温、耐腐蚀、绝缘、防火等特殊性能突破。耐高温粘合剂可承受数百至两千摄氏度高温,以无机纳米、陶瓷改性树脂为原料,耐氧化、抗热震、绝缘性好,适用于工业窑炉、高温管道、冶金设备、防火材料等。耐低温粘合剂在-40℃环境下保持弹性与粘接强度,适配寒冷地区工程与低温设备。耐腐蚀粘合剂耐酸碱、耐盐雾、耐化学介质,用于化工设备、防腐工程、海洋设施的粘接与防护。导电、导热、医用、光学透明等特种粘合剂,满足电子、医疗、光电等领域专项需求,填补应用市场空白。化工设备不锈钢钢带种类使用奥氏体型不锈钢的导热系数较其他不锈钢略低。
优异的耐腐蚀性是不锈钢钢带的基础优势,其重心在于铬元素形成的氧化铬钝化膜。当铬含量达到12%以上时,这层厚度只3-5nm的致密膜层能有效隔绝腐蚀介质与基体的接触,即使表面受到轻微划伤,也能通过自我修复能力重新形成钝化膜。针对不同腐蚀环境,通过调整合金成分可进一步强化耐腐蚀性:316L钢带因添加钼元素,耐点蚀和缝隙腐蚀能力明显提升,可在海水、医疗消毒液等苛刻环境中长期服役;2205双相钢带则兼具奥氏体和铁素体的优势,耐氯离子腐蚀能力远超普通奥氏体钢带,适用于海上风电、海水淡化设备等领域。在食品包装领域,304钢带的耐酸性使其能够承受食品中的有机酸侵蚀,确保包装安全。
精炼炉深度处理技巧:初炼后的钢水转入LF(钢包精炼炉)或VD(真空脱气炉)进行二次精炼。在LF炉中,通过吹氩搅拌促使成分均匀化,并通过喷吹脱硫剂等方式降低硫含量;而在VD炉内,则是在真空环境下进行脱氢、脱氧以及去除非金属夹杂的操作。这一步骤对于提高钢水的纯净度极为关键,直接影响后续轧制工序能否顺利进行及成品质量优劣。特别是对于那些要求极低气体含量的特殊牌号不锈钢来说,更是必不可少。连铸成型工艺优化:合格的钢水被倒入连铸机的中间包内,随后流入结晶器开始凝固成型。为了保证铸坯的质量,需要严格控制浇注温度、拉速、冷却水量等参数。例如,较低的浇注温度有助于减少缩孔疏松缺陷的产生;合适的拉速能使坯壳均匀生长而不破裂;精细调节二冷区的喷雾水量分布,可以实现理想的内部组织结构。目前先进的动态轻压下技术和电磁制动技术也被广泛应用,进一步改善了铸坯的内部质量和外形尺寸精度。窄幅不锈钢钢带经过分条加工,可精细匹配手表表带等小型精密零件的生产需求。

不锈钢钢带的生产是一项集冶金、轧制、热处理、精整于一体的系统工程,每一道工序都对较终产品的精度和性能产生决定性影响。尤其是冷轧精密不锈钢钢带,其生产工艺复杂,控制难度大,被誉为“钢铁工业中的精细化工”。完整的生产流程主要包括原料准备、冶炼、热轧、冷轧、热处理、精整、检验等环节,各环节环环相扣,需实现精细协同。原料准备与冶炼是确保钢带质量的基础。原料主要包括废钢、铁水、铬铁、镍铁、钼铁等合金原料,需经过严格的成分检测和筛选,确保杂质含量符合要求。好的不锈钢钢带具有良好的机械性能和耐蚀性结合,可满足多种应用场景的需求。化工设备不锈钢钢带种类使用
不锈钢钢带在极低温度下的导热系数约为室温下的1/50。化工设备不锈钢钢带种类使用
热轧工序是将钢水转化为钢带坯料的关键环节,主要用于生产热轧钢带或为冷轧提供原料。冶炼合格的钢水经连铸机铸成厚度150-250mm的板坯,板坯首先进入加热炉加热至1150-1250℃(奥氏体不锈钢的再结晶温度区间),使晶粒均匀细化,提高塑性。加热后的板坯送入热轧机进行多道次轧制,通过控制轧制温度(终轧温度≥950℃)、轧制速度和压下量,将板坯轧制成厚度1.2-3mm、宽度1000-2000mm的热轧钢带。轧制完成后,钢带经层流冷却系统快速冷却至室温,以控制组织性能,随后进行卷取、矫直、切边等处理。热轧钢带的表面需经过酸洗处理,去除轧制过程中形成的氧化皮,为后续冷轧工序做准备。对于直接应用的热轧钢带,还需进行表面钝化处理,增强耐腐蚀性。化工设备不锈钢钢带种类使用