商机详情 -
河北直销双立柱/三立柱机台
力控技术在表面处理工艺中的演进与利迅达的应用力控技术在机器人表面处理领域的发展,经历了从“位置控制”到“被动顺应”再到“主动力控”的演进过程,而利迅达应用的“0-200N恒定气动力控”属于先进的主动力控范畴。早期的位置控制模式下,机器人严格按预定轨迹运动,忽略工件本身的尺寸公差和定位误差,导致压力不稳定,要么磨不到,要么过磨。随后出现的被动顺应装置(如弹簧或气浮头)提供了一定的缓冲,但压力依然会随着位置的补偿而变化,无法保持恒定,且响应迟缓。利迅达采用的主动力控技术,通过力传感器或高精度气压反馈,构成了一个闭环控制系统。该系统实时监测工具与工件之间的接触力,并与设定值进行比较,一旦出现偏差,立即驱动执行机构(如气缸)进行补偿,从而将接触力动态地、快速地稳定在目标值。这种技术的应用,使得机器人打磨能够像熟练工匠一样“感受”力量,但又超越了工匠的体力极限和稳定性。它允许机器人以恒定的压力去处理存在尺寸公差的铸造件,或跟随具有复杂曲面的工件,确保磨削量的均匀。从粗磨时的高压力高效去除,到精磨时的低压力精细抛光,一切皆可精确设定和复现。利迅达将这一技术集成于其机台。 单层上料滑台满足基础生产需求。河北直销双立柱/三立柱机台

能耗分析与节能潜力探讨利迅达机台作为一套集成了机器人、多个砂带电机、气动系统和控制柜的自动化设备,其能耗构成主要来自电能和压缩空气。主要的耗电单元是工业机器人本体、砂带驱动电机和控制系统。主要的耗气单元是力控气缸、气动夹具和部分阀门。进行能耗分析有助于发现节能潜力。在电能方面,可以选择能效等级高的电机和变频器驱动的砂带机,在空载或待机时自动降速。优化机器人运动轨迹,减少不必要的加减速和等待,也能降低整体电耗。在气动方面,节能潜力巨大。确保空气压缩机运行在高效区间,整个气路管道无泄漏(泄漏是巨大的能源浪费)。在满足工艺要求的前提下,尽量调低力控系统的工作气压。使用真空发生器作为夹具动力源的,可选择低耗气量的型号。此外,通过生产调度,尽量让设备满负荷连续运行,避免频繁的启停,因为启动瞬间的能耗通常较高。对于车间的整体规划,如果有多台设备,可以考虑集中冷却和除尘,比单**立系统能效更高。利迅达作为设备提供商,也在不断优化其产品的能效设计。而用户通过精细化的能耗管理和操作,可以进一步降低设备的运行成本,让自动化不仅提升效率,也更绿色环保。 河北直销双立柱/三立柱机台阀体密封面的精磨工序可由本设备自动完成。

未来技术演进趋势:AI视觉与自适应磨削展望未来,利迅达这样的自动化打磨技术将继续向更智能、更柔性的方向发展,其中AI视觉与自适应磨削技术的结合是重要趋势。目前的自动化打磨主要针对已知外形、固定位置的工件。而AI视觉的引入将带来**性变化。通过3D视觉系统扫描待加工的毛坯件,可以实时获取其精确的三维模型,并与CAD标准模型进行比对,自动识别出毛刺的位置、大小以及由于铸造公差带来的余量分布不均。然后,AI算法可以基于这些点云数据,自动生成或实时调整机器人的打磨路径和力控参数,实现“所见即所磨”的自适应加工。例如,对于余量大的区域,自动规划更长的停留时间和更高的压力;对于精加工面,则采用轻扫式的精磨路径。这种技术能极大地应对工件的初始不一致性,特别适合处理复杂的雕塑曲面或大型铸件(如发动机缸体、涡轮叶片),将自动化打磨从“重复性劳动”提升到“智能化决策”的层面。利迅达作为行业**者,有望在未来将此类技术集成到其标准产品或定制方案中,进一步巩固其技术领导地位,并为用户带来更高水平的自动化效益。
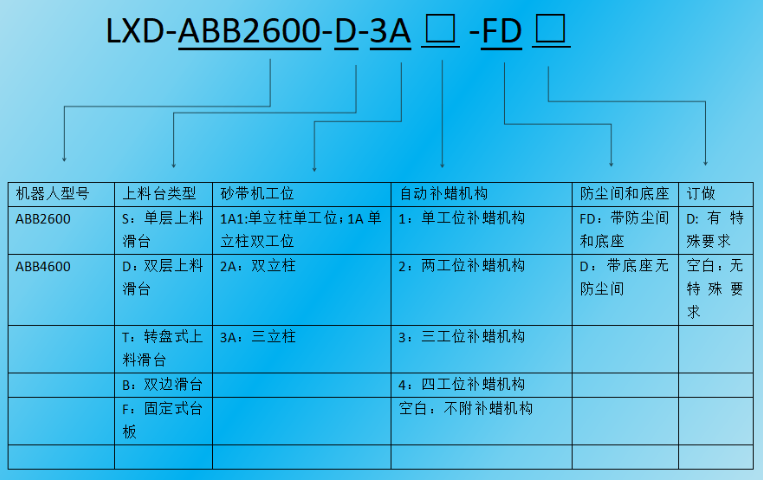
利迅达机台提供了多种上料台类型,以适应不同生产规模、工件特性和车间布局的需求。“S:单层上料滑台”是**基础的配置,结构简单,成本较低。它提供一个平面的滑台供放置工件,适用于工件种类单一、生产批量不大、或作为入门级自动化改造的场景。“D:双层上料滑台”在单层的基础上增加了空间利用率,可以在同一占地面积内容纳更多的工件,***延长了自动运行的时间,减少了操作人员的上下料频率,非常适合中等批量、追求设备连续运行的应用。“T:转盘式上料滑台”采用旋转式设计,通常包含多个工位。它可以实现更复杂的逻辑,例如一个工位上料、一个工位加工、一个工位下料,形成连续的流水线节拍。这种形式节拍性非常***率高,尤其适合与生产线其他环节进行同步衔接。“B:双边滑台”是一种创新的设计,它可能允许从设备的两侧进行上料,或者一侧上毛坯,另一侧下成品,实现了物料的单向流动,避免了物流混乱,适合于将设备集成到线性生产布局中。“F:固定式台板”则是**简单的形式,它没有自动滑移或旋转功能,工件被直接固定在台板上。这可能适用于非常重、非常大或不适合移动的工件,或者用于小批量、多品种的试制生产,需要频繁更换夹具和程序的研发环境。补蜡机构根据实际加工需求选配。
门把手曲面与细节的自动化处理方案门把手通常拥有复杂的曲面、浮雕花纹或尖锐棱角,这要求自动化抛光设备具备极高的轨迹灵活性和细节处理能力。利迅达机台通过“机器人+力控砂带”的柔性组合,完美应对了这一挑战。首先,在编程阶段,通过离线编程或示教方式,为机器人规划出能够紧密贴合门把手所有复杂表面的三维运动轨迹。ABB机器人***的多轴联动性能,可以流畅地执行这些复杂路径,确保无论是凸起的曲面还是凹陷的纹路,都能被砂带均匀地扫过。其次,对于把手上的棱线(如欧式把手的边缘),需要定义清晰的边界和获得一致的倒角效果。这可以通过在机器人路径中设置精确的停留和定向磨削来实现,恒定的力控保证了每个把手棱角处理的一致性,避免出现圆角不均的质量问题。夹具设计同样关键,需要确保把手被夹持在**佳位置,既保证稳定性,又**大限度地暴露所有待加工面,避免加工死区。多工位砂带机配置在这里同样适用:一个工位使用较粗砂带处理基材表面,另一个工位使用软质布轮和细砂带进行精抛和镜面处理,自动补蜡机构的加入能进一步提升**终的光泽度。这套方案将艺术品的精细要求与工业化的效率稳定结合,实现了门把手抛光质量的飞跃。门把手的复杂曲面抛光现在可以全自动进行。河北直销双立柱/三立柱机台
防尘设计保护设备重要部件。河北直销双立柱/三立柱机台
针对不同材质(钢、铜、铝)的工艺参数调整策略利迅达机台在处理不同材质的工件时,需要相应地调整工艺参数,主要是磨削压力、砂带粒度、线速度和加工模式(干湿)。对于钢材(如碳钢、不锈钢),其硬度高、强度大。在粗磨阶段,可以采用较高的压力(如100-150N)和较粗的砂带(如60-120目)以实现高效去材。精磨时则需降低压力(如30-80N)并使用细粒度砂带(如180-400目以上)。不锈钢易加工硬化,建议采用湿式加工以降温,并可能需使用**砂带和蜡。对于铜材,其质地软、导热性好但易划伤。整个加工过程都应采用较低的压力(如20-80N),避免工件变形和过切。推荐使用湿式加工,以冲刷粘性铜屑并获得更佳光洁度。砂带选择上,从中粒度开始直接精磨可能更高效,因为粗磨易留下深划痕难以去除。对于铝合金,它软且熔点低,易粘刀。磨削压力也应控制在较低至中等范围(如40-100N)。干式加工较为常用,因为水可能引起铝氧化发黑。但需特别注意除尘,铝粉有风险。砂带宜选用韧性好、不易塞屑的品种。无论何种材质,比较好的参数组合都需要通过工艺试验来确定。利迅达机台恒定的力控和灵活的编程能力,为这种精细化的工艺调试和优化提供了完美的平台。 河北直销双立柱/三立柱机台
广东利迅达机器人系统股份有限公司汇集了大量的优秀人才,集企业奇思,创经济奇迹,一群有梦想有朝气的团队不断在前进的道路上开创新天地,绘画新蓝图,在广东省等地区的机械及行业设备中始终保持良好的信誉,信奉着“争取每一个客户不容易,失去每一个用户很简单”的理念,市场是企业的方向,质量是企业的生命,在公司有效方针的领导下,全体上下,团结一致,共同进退,**协力把各方面工作做得更好,努力开创工作的新局面,公司的新高度,未来广东利迅达机器人系统股份供应和您一起奔向更美好的未来,即使现在有一点小小的成绩,也不足以骄傲,过去的种种都已成为昨日我们只有总结经验,才能继续上路,让我们一起点燃新的希望,放飞新的梦想!