商机详情 -
吉林低温蒸发浓缩系统
废液浓缩领域:低温蒸发技术在废液浓缩领域也大有可为。例如,垃圾渗滤液是一种高浓度有机废液,处理难度大。采用低温蒸发技术可以有效地对其进行浓缩处理,减少高盐、高色度、高COD以及难生物降解的浓缩液的产生。通过真空低温蒸发技术,可以对渗滤液浓缩液进行进一步的浓缩处理。在这一过程中,无机盐和易挥发物随蒸汽进入冷凝液,而一些不易挥发的污染物、重金属和固体杂质则留在浓缩液中。经过离心分离和压滤等处理措施,浓缩液得到进一步减量化,脱出的液体可返回低温蒸发器进行循环蒸发。较终,冷凝液达到排放标准或可回用,而蒸发处理后的渗滤液可浓缩至原体积的2%~10%左右。低温蒸发设备通过精确温控实现精确蒸发,避免物料损失。吉林低温蒸发浓缩系统

MVR蒸发器在环保方面也具有明显优势。它采用清洁能源,如工业电源,运行过程中没有任何二氧化碳排放的问题,符合环保要求。同时,通过二次蒸汽回用技术,蒸汽冷凝水的COD(化学需氧量)、BOD(生物需氧量)值以及氨氮含量远低于传统的多效蒸发器的指标,完全符合国家规定的排放标准。在实际应用中,低温蒸发器的工作原理和性能特点使得其在多个领域展现出普遍的应用前景。在废水处理领域,低温蒸发器能够有效地将废水中的水分去除,同时保留或浓缩废水中的有用成分,实现废水的资源化利用。在化工和制药领域,低温蒸发器可用于物料的浓缩、结晶和干燥等工艺过程,提高产品质量和生产效率。在生物工程和新能源领域,低温蒸发器则可用于发酵液的浓缩、生物制剂的提取和纯化等过程,为生物技术的发展提供有力支持。吉林低温蒸发浓缩系统低温蒸发技术被普遍应用于生物技术领域。

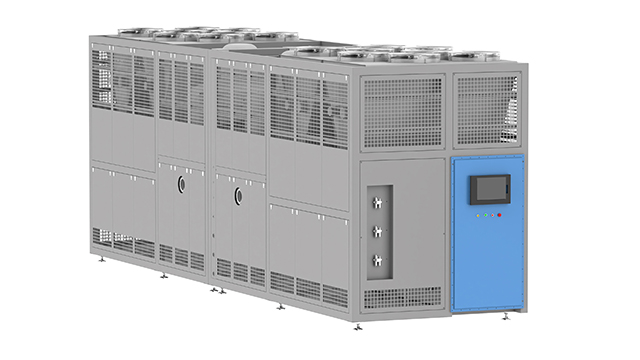
低温蒸发器的应用与优势:低温蒸发器以其独特的特点在现场发挥着重要作用。它主要依赖电能,通过压缩机提供必要的热源和热量,无需额外的外部热源或冷却水。这种节能特性使得每蒸发一吨废液只需消耗120-150度电。此外,其蒸发温度维持在28-35度之间,确保了出色的出水水质,非常适合后续处理,无论是直排还是回用。该设备占地面积小,流程简化,成为处理小量危险废液的较有效方法。整个系统可实现全自动运行,配备人机界面进行实时监控,并具备自动清洗和消泡功能,进一步优化了操作体验。
制药行业是另一个低温蒸发器大显身手的领域。在药品提纯和中药提取过程中,低温蒸发器能够保护热敏性物质,避免高温破坏其活性成分。通过精确的温度控制和真空环境,低温蒸发器能够实现高效、温和的蒸发过程,提高提取效率,同时确保药品质量。此外,低温蒸发器的自动化控制系统还能实现24小时无人值守运行,较大程度上降低了人工成本。食品行业同样受益于低温蒸发器的应用。果汁浓缩、乳品浓缩等操作需要保持产品的风味和营养价值,而低温蒸发器正好满足了这一需求。低温蒸发可降低能耗,是节能环保的新型技术低温蒸发设备。
低温蒸发器的发展趋势:1.智能化发展:随着工业互联网和智能制造的快速发展,低温蒸发器将实现智能化升级。通过引入传感器、云计算、大数据等技术,实现对低温蒸发器的远程监控、智能控制和优化管理,提高生产效率和产品质量。2.节能环保:在出色倡导绿色发展的背景下,低温蒸发器将更加注重节能环保。通过优化结构设计、提高能源利用效率、减少废弃物排放等措施,降低低温蒸发器的能耗和环境影响,实现可持续发展。总之,低温蒸发器作为一种先进的设备,在工业生产中发挥着越来越重要的作用。了解低温蒸发器的特点和组成有助于更好地使用和维护设备,提高生产效率和质量。随着全球对健康食品需求增加,低温蒸发成为食品加工的新宠儿,引导行业潮流。吉林低温蒸发浓缩系统
低温蒸发技术在生物制药领域尤为重要,有助于提取活性成分,提高药物疗效。吉林低温蒸发浓缩系统
下面将详细介绍低温蒸发器的特点和组成。低温蒸发器的特点:1. 低温蒸发器采用低温操作,能够有效地降低物料的沸点,从而可以蒸发高沸点的物料。2. 低温蒸发器的热效率高,可以有效地利用能源,降低生产成本。3. 低温蒸发器可以适用于各种不同的工作环境,例如高温、高压、腐蚀性等环境。4. 低温蒸发器的操作简单,可以自动化控制,从而减少了人工操作的成本。5. 低温蒸发器可以采用不同的材料制造,例如不锈钢、钛合金等,从而可以适用于各种不同的介质和温度。吉林低温蒸发浓缩系统