商机详情 -
钢制法兰价位
整体法兰通常与设备直接相连,如阀门上的法兰。这种法兰与设备构成一个整体,而非通过焊接连接。整体法兰在设备的制造中应用普遍,但在管道设计中则相对较少使用。相反,带颈对焊法兰则主要用于与阀门、泵等设备连接,通过焊接方式固定在管道上。其尾部接口尺寸与相应的管道外径、壁厚一致,因此可以直接进行对焊连接。整体法兰和带颈对焊法兰虽然在连接方式上有相似之处,但在外观尺寸和应用领域上却存在明显的差异。整体法兰更适用于设备制造,而带颈对焊法兰则更多地应用在管道系统中。对焊法兰在安装过程中,要注意法兰与管道的对中。钢制法兰价位
在法兰的类型标识中,整体法兰以IF表示。其密封面形式通常为突面(RF)。然而,在特定的使用环境下,如在易燃、易爆或高度和极度危害的环境中,也可以选择其他类型的密封面,如凸凹面(MFM)和榫槽面(TG)。带颈对焊法兰和整体法兰在连接方式上有共同之处,都是采用对焊的方式进行连接,并且都具有一个长颈。然而,它们在外观尺寸和用途上存在一些明显的区别。从外观上看,整体法兰的管端比带颈对焊法兰的管端要厚。此外,除了PN1.6MPa、DN450以上的情况,整体法兰的内径与公称通径是相同的。同时,整体法兰的颈部高度和壁厚也相对较大,这些都可以从参照标准中明显看出。钢制法兰价位对焊式法兰的材料通常是碳钢、不锈钢或合金钢,根据使用环境选择合适的材料。

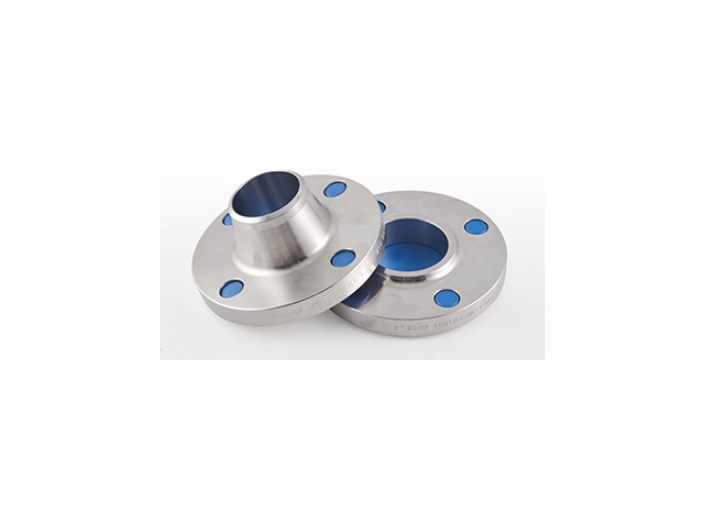
对焊法兰是一种特殊类型的法兰,它主要用于与管子进行对口焊接。对焊法兰包括多种类型,如长颈对焊法兰、带颈对焊突面法兰以及带颈对焊法兰产品等。这些法兰的设计都非常合理,因此它们具有出色的强度与刚度,能够经受住高温、高压以及反复弯曲和温度波动的考验。对焊法兰的密封性能也非常可靠。特别是那些公称压力在0.25~2.5MPa之间的对焊法兰,它们采用的是凹凸式密封面,这种密封方式能够确保法兰与管子之间的连接紧密无泄漏。简单来说,对焊法兰是一种带有颈部和圆管过渡部分的法兰,它能够与管子进行对焊连接。作为法兰管件的一种,对焊法兰在众多领域和行业中都得到了普遍的应用和推广。不同的使用环境和需求,需要选择不同类型的对焊法兰,并按照相应的条件进行安装和使用。
对焊法兰专业有的螺栓的材质及级别全不一样的,有耐高温的,也有特殊的材质的。对焊法兰的外径大,用的地方比较重要,因此也更要加倍小心。机械性能式样应该在热处理后的毛坯上沿轧制方向窃取,这样切去的位置为:如果毛坯直径不大于40mm时,那么就要在中心处取样;如果毛坯直径大于40mm时,那么以直径的四分之一处为中心取样。等长双头螺柱和全螺纹螺柱应按批进行性能试验。螺母应按批进行硬度试验;专门紧固件用原材料应有生产厂的材料合格证书。专门紧固件应按批在热处理后取样检验,检验结果应符合有关规定,并应保证产品的机械性能不低于取样状态下的性能。公称压力PN不小于《压力容器无损检验》进行磁粉探伤,做完探伤之后产品就没有问题了,并应该符合二级锻件对焊法兰要求。 对焊法兰的选用要根据管道的介质、温度、压力等因素。

活套法兰的独特之处在于其设计允许法兰在突缘上自由活动,而不会对容器或管道产生额外的力矩。这种设计特性使得活套法兰在应用过程中具有出色的灵活性,能够有效吸收因法兰变形而产生的应力。突缘的制造方式多样,可以通过翻边、直接车削或焊接圆环等方式来制作。这种多样化的制造方式使得活套法兰能够适应各种复杂的工作环境,提高了其应用的普遍性和实用性。从优点来看,活套法兰的制造过程相对简便,而且可以采用与容器或管道材料不同的材质进行制造,这在一定程度上有助于节省贵重金属资源。此外,由于其对容器或管道不产生附加力矩,因此在某些需要精确控制应力的应用中,活套法兰具有独特的优势。对焊式法兰的连接方式可根据管道系统的使用要求选择合适的焊接设备。钢制法兰价位
对焊法兰在运输和储存过程中要注意防潮、防锈。钢制法兰价位
为了制作对焊法兰,我们需要沿着钢材的轧制方向将其切割成条状,然后通过弯制对焊成圆环。在这个过程中,我们要确保钢材的表面形成环的柱面,以满足法兰的使用要求。值得注意的是,我们不得采用钢板直接机加工成带颈对焊法兰,因为这种方法无法保证法兰的质量和性能。对于圆环的对接焊缝,我们必须进行焊后热处理,并进行严格的探伤检测。根据行业标准,我们采用99%的射线或超声波进行探伤。射线探伤需要符合JB4730的II级要求,而超声波探伤则需要满足JB4730的I级要求。这些措施可以确保对焊法兰圆环的质量和性能,从而保障其在工业应用中的稳定性和安全性。钢制法兰价位