商机详情 -
数控车铣复合机
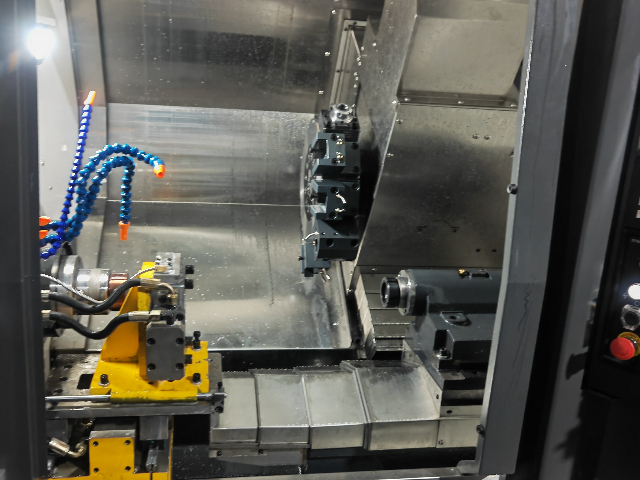
卧式车铣复合机床在加工大型盘类零件时具有卓著优势。其卧式布局使得工件的装夹和加工更加方便,尤其适合加工直径较大、重量较重的盘类零件。在加工大型发电机的端盖时,卧式车铣复合机床可以利用其车削功能对端盖的外圆、内孔和端面进行粗加工和精加工,保证各部分尺寸的精度。同时,通过铣削功能,可以在端盖上加工出复杂的散热槽和安装孔。与立式车铣复合机床相比,卧式车铣复合机床在加工大型盘类零件时,排屑更加顺畅,减少了切屑对加工过程的干扰,提高了加工的稳定性和表面质量。此外,卧式车铣复合机床通常具有较大的加工行程和较强的刚性,能够承受大型盘类零件加工时的切削力,确保加工过程的顺利进行。车铣复合加工泵体类,车削结合面与铣削进出口。数控车铣复合机

在精密模具制造领域,CNC车铣复合技术正发挥着重要作用。传统加工方式往往需要多台机床协作,先将工件在车床上进行车削加工,再转移到铣床上进行铣削操作,这不只增加了装夹次数,还容易因多次定位产生误差,影响模具的精度。而CNC车铣复合机床集成了车削和铣削功能,能够在一台设备上完成大部分加工工序。例如,在制造塑料模具的型芯时,通过CNC车铣复合机床,可以先进行车削,将型芯的基本尺寸加工出来,然后利用铣削功能在型芯表面加工出复杂的冷却水道和纹理。这种一体化的加工方式减少了工件的搬运和装夹时间,提高了加工效率,同时也保证了模具各部分尺寸的精度和一致性,为生产高质量的塑料制品提供了可靠保障。数控车铣复合机简易车铣复合适合简单零件,降低加工操作难度。

动力刀塔车铣复合机床通过配备可旋转的动力刀塔,实现了多面体零件的高效加工。在工程机械领域,某型号液压阀体需完成六个面的孔系、槽系以及螺纹加工,传统加工需通过多次装夹和换刀完成,而动力刀塔车铣复合机床可通过刀塔的自动旋转,快速切换车削、铣削、钻孔等多种刀具,实现“一面一夹”完成所有特征加工。某企业引入该设备后,液压阀体的加工周期从6小时缩短至2小时,同时因减少装夹次数,产品尺寸一致性卓著提升。其中心优势在于动力刀塔的快速换刀与多角度加工能力,通过数控系统预设加工路径,实现了复杂多面体零件的自动化、高效化生产。
在机械制造领域,复杂轴类零件的批量生产对加工效率和精度有着较高要求,双刀塔车铣复合机床在此方面展现出独特优势。它配备的两个刀塔可同时运作,一个刀塔负责车削工序,能快速完成轴的基本外形加工,像对轴的外圆、端面进行粗车和精车,确保尺寸符合设计要求;另一个刀塔则进行铣削操作,可在轴上精确加工出键槽、花键等复杂结构。例如在汽车传动轴的生产中,双刀塔车铣复合机床能在一道工序内完成大部分加工内容,减少了工件的装夹次数。以往传统加工方式,需多次装夹和转换机床,不只耗时,还容易因定位误差影响零件精度。而双刀塔车铣复合机床通过并行加工,大幅缩短了生产周期,提高了生产效率,同时保证了轴类零件各部分尺寸的稳定性和一致性,满足了汽车行业对零部件质量和产量的需求。大型车铣复合加工工程机械件,展现强大动力。
刀塔式车铣复合机床的刀塔可以安装多种类型的刀具,并且可以根据加工需求灵活更换刀具,实现了多样化加工。在机械加工行业中,零件的形状和加工要求各不相同,需要使用不同类型的刀具进行加工。刀塔式车铣复合机床的刀塔具有多个刀位,可以同时安装车刀、铣刀、钻头、镗刀等多种刀具,根据加工工序的要求自动选择合适的刀具进行加工。例如,在加工机械零件时,刀塔式车铣复合机床可以先使用车刀进行零件的外形车削,然后更换铣刀进行键槽的铣削,再使用钻头进行孔的钻削,然后使用镗刀进行孔的精加工。这种多样化的刀具配置和灵活的刀具更换方式,使得刀塔式车铣复合机床能够适应不同零件的加工需求,提高了加工的效率和灵活性。车铣复合设备加工齿轮,车齿坯后直接铣出齿形。数控车铣复合机
卧式车铣复合加工大型盘,保证加工的稳定性和精度。数控车铣复合机
卧式车铣复合机床在加工大型零件时具有独特的优势。其卧式布局使得工件的装夹更加方便,尤其适合加工长度较长、重量较大的零件。在船舶制造领域,卧式车铣复合机床常用于加工船舶的轴系零件,如推进轴、中间轴等。这些零件尺寸大、形状复杂,传统的加工方式难以满足其加工要求。而卧式车铣复合机床可以通过一次装夹,完成轴的车削、铣削、钻孔等多道工序。其强大的主轴功率和刚性,能够保证在加工大型零件时的切削稳定性,减少因切削力过大导致的零件变形。此外,卧式车铣复合机床的排屑系统设计合理,能够有效排除加工过程中产生的大量切屑,保持加工环境的整洁。数控车铣复合机