商机详情 -
模具针阀降价
热流道系统在汽车零部件注塑生产中应用极为***,是汽车轻量化、精密化制造的重要支撑。汽车保险杠、仪表盘、门板、内饰件、车灯底座、连接器等关键部件,普遍尺寸大、结构复杂、外观要求高、生产批量大,热流道可有效解决填充不均、熔接痕明显、翘曲变形、浇口粗糙等问题。通过恒温输送与精细保压,提升产品强度与尺寸稳定性,减少装配误差,同时大幅缩短成型周期,适配汽车行业高速自动化生产线。热流道系统可适应PP、PE、ABS、PC/ABS、PA66等多种汽车**材料,支持24小时连续稳定生产,降低不良率与停机时间,满足汽车行业对质量、效率、成本的严格要求,推动汽车模具向高精度、长寿命、智能化方向发展。适配家电、日用品、包装制品等多行业加工,助力企业拓宽生产范围。模具针阀降价
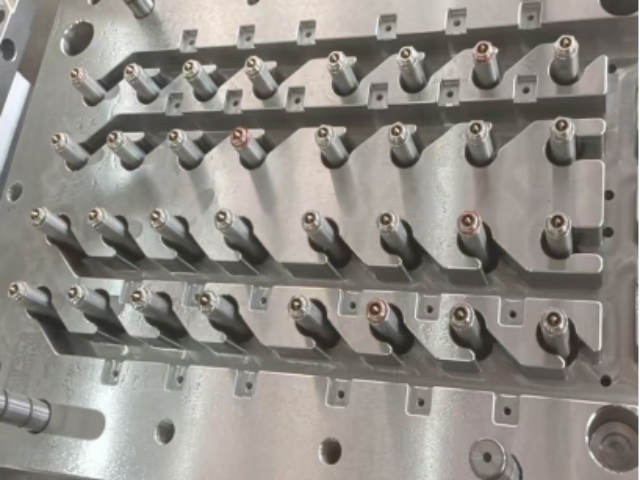
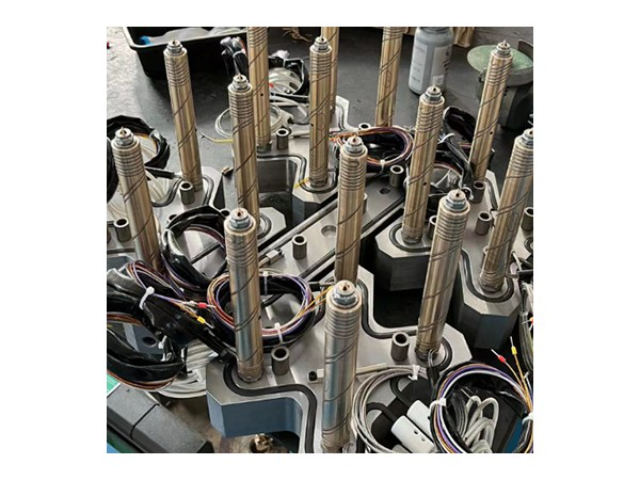
针阀式热流道是**注塑成型配套系统,由分流板、热喷嘴、温控装置及阀针驱动结构组成,通过气缸或油缸带动阀针开关浇口。工作时精细控温保持塑胶熔融,阀针按需启闭,将熔体平稳输送至模具型腔,成型完成后快速闭合浇口,杜绝流涎漏胶。该系统工艺精度高,适配**精密塑件生产,能从根源优化成型品质,解决常规热流道浇口瑕疵问题,兼顾生产效率与产品质感,是***注塑加工的**配套设备,***适配各类工程塑料与精密制品量产,运行稳定可控,成型效果质量。模具针阀降价胶料流动性佳,可成型结构简单的精密小件,满足基础精密制品加工需求。
针阀式热流道生产效率与成型质量双优,阀针快速响应,浇口开合同步注塑节奏,有效缩短成型周期,提升生产线运转速度。熔体输送路径规划合理,压力损耗小,各型腔进料均匀,多型腔模具生产时,制品规格、品质高度统一。系统温控精度极高,温差把控精细,适配PA、PC、PMMA等各类工程塑料与改性塑料,不会因温度偏差影响胶料性能。生产过程无废料、无残留,原料利用率拉满,既节约生产成本,又契合绿色生产要求,适配连续化、自动化高效生产模式。
热喷嘴是热流道系统直接接触模具型腔的终端部件,负责将熔体精细导入型腔,其结构形式直接影响浇口质量、产品外观与成型稳定性。热喷嘴主要分为开放式热喷嘴与针阀式热喷嘴两大类。开放式喷嘴结构简单、成本较低、维护方便,适合通用塑料与对浇口外观要求不高的产品,能够实现稳定连续进料,但在低黏度材料加工中易出现流涎、拉丝现象。针阀式喷嘴通过气缸或电机驱动阀针实现浇口的机械开闭,可有效杜绝流涎与拉丝,浇口痕迹细微平整,无需后续修整,特别适合透明件、外观件、精密件的生产。针阀式系统还支持时序控制功能,通过顺序开闭浇口优化熔体填充路径,降低产品内应力,改善翘曲变形,满足**塑件的严苛成型要求。针阀系统配合多点进胶与时序填充,可大幅改善长流程塑件的填充困难,提高成型质量与生产效率。

热流道系统是一种在注塑模具中保持塑料熔体始终处于熔融状态的加热系统,其作用是替代传统冷流道,从而提升生产效率和产品质量。 -
作用:在注塑过程中,热流道系统通过加热元件持续加热流道,防止塑料在流道中冷却凝固,实现连续注塑,无需每次冷料头。
- 优点: - 节省原材料:无冷料头产生,减少废料,降低材料成本。 - 缩短成型周期:流道无需冷却,注塑周期更短,提高生产效率。 - 提升产品质量:熔体温度均匀,填充更稳定,减少内应力和产品缺陷。 - 提高自动化程度:无需人工清理冷料头,便于与自动化设备集成。 - 降低能耗:优化的热流道设计可减少能源浪费,提升能效。 总结: 热流道系统通过持续加热流道,实现高效、节能、高质量的注塑生产 热流道设计灵活,适配多种注塑工艺。模具针阀降价
热流道系统通过持续加热流道,实现高效、节能、高质量的注塑生产。模具针阀降价
温度控制系统是热流道系统稳定运行的**,相当于整个系统的“大脑”,其控温精度直接决定注塑产品的质量一致性。现代热流道温控箱采用先进的PID调节算法,具备多区**控温、快速响应、自动补偿、超温报警、断电保护等功能,温控精度可达±1℃以内,能够精细维持熔体所需的比较好温度。温控系统实时采集加热元件与流道区域的温度数据,快速调整输出功率,避免局部过热导致材料降解,或温度不足造成填充困难、压力波动。**温控箱还支持数据存储、参数锁定、远程监控等功能,可适配PEEK、LCP、PA66+GF等高温工程塑料的长时间连续生产,有效降低人工操作误差,提升生产过程的稳定性与安全性。模具针阀降价