商机详情 -
金锡焊料行业标准
在金锡焊料封装工艺中,焊料层厚度是影响焊接质量的关键工艺变量之一。合理的焊料厚度设计需要在多个相互制约的因素之间寻求平衡。焊料层过薄的问题:当焊料厚度小于某一临界值(通常为25μm)时,焊料量不足以填充封接界面上的所有微观凹坑和不平整区域,容易形成大面积空洞,导致导热路径不连续、力学强度下降和气密性不足;过薄的焊料层在冷却凝固时也更容易产生残余应力集中。焊料层过厚的问题:焊料层过厚(通常超过200μm)会增加焊点的顺应性,一定程度上有利于吸收热错配应变;但同时也会降低整体封装结构的尺寸精度,并可能在焊料层中产生孔洞或气泡聚集。此外,焊料用量增加也直接增加了贵金属材料的成本,不利于生产经济性。从工程实践经验来看,金锡焊料层的比较好厚度范围通常为50μm~150μm,具体值需根据封装结构的几何特征(如芯片面积、封接台阶高度)和热-力仿真结果来确定。工艺控制方面,通过精确的预成型片厚度控制和夹具设计,可以将**终焊缝厚度控制在设计目标值的±15%范围内,确保焊接质量的一致性。模具治具机加技术,保障金锡焊料尺寸精度达标。金锡焊料行业标准
在电子封装领域,金锡焊料与传统铅锡(Pb-Sn)焊料**着两种截然不同的技术路线,两者在成分、熔点、力学性能和应用领域上均存在***差异。传统铅锡共晶焊料(63wt%Sn-37wt%Pb)熔点约183°C,成本较低,焊接工艺窗口宽泛,曾在电子行业中占据主导地位。然而,铅是有毒重金属,对环境和人体健康存在潜在危害,欧盟RoHS指令自2006年起限制在消费电子产品中使用含铅焊料,推动了无铅焊料技术的快速发展。金锡焊料(Au80Sn20)则完全不含铅,符合全球主流环保法规要求。其熔点高达280°C,具备铅锡焊料无法企及的高温稳定性,可在150°C以上的高温环境中长期服役,适合航空、**、卫星等对热可靠性要求严苛的场合。在机械性能方面,金锡焊料的抗剪强度和抗蠕变性能均***优于铅锡焊料,尤其在温度循环测试中表现出更强的疲劳寿命。当然,金锡焊料也存在成本较高、工艺窗口相对较窄的局限性,因此并非所有应用场景的优先。在实际选型时,需根据具体应用对可靠性、成本、工艺条件和环保合规性的综合权衡来做出决策。金锡焊料行业标准公司连续九年获守合同重信用企业,金锡焊料供货稳。
金锡焊料作为含贵金属的战略性材料,其采购和供应链管理具有一定的特殊性,需要采购方建立适应贵金属材料特点的专项管理机制。在供应商选择方面,金锡焊料的采购应优先选择具有完整质量体系认证(ISO9001、GJB9001或AS9100)、稳定生产能力和良好交货记录的正规生产企业,并建立经过资质审核的合格供应商名录。对于**和航天用途,还需确认供应商持有相关的武器装备科研生产许可证和行业资质,避免使用来源不明或未经认证的材料。在采购合同管理方面,采购合同应明确技术要求(成分、尺寸、性能指标及其验收方法)、质量文件要求(出厂检验报告、成分分析报告、熔点测试报告等)、包装和运输要求以及质量追溯要求。对于大批量采购,可采用框架合同方式,结合黄金价格指数约定价格调整机制,降低贵金属价格波动风险。在供应链风险管理方面,金锡焊料依赖稀缺的黄金资源,供应链稳定性需要重点关注。建议对关键用量的金锡焊料保持合理的安全库存(通常3~6个月的使用量),并建立备用供应商资源,以应对可能的供货中断风险。定期对供应商进行现场审核,评估其质量体系运行状况和生产能力,确保供应链的持续稳定。
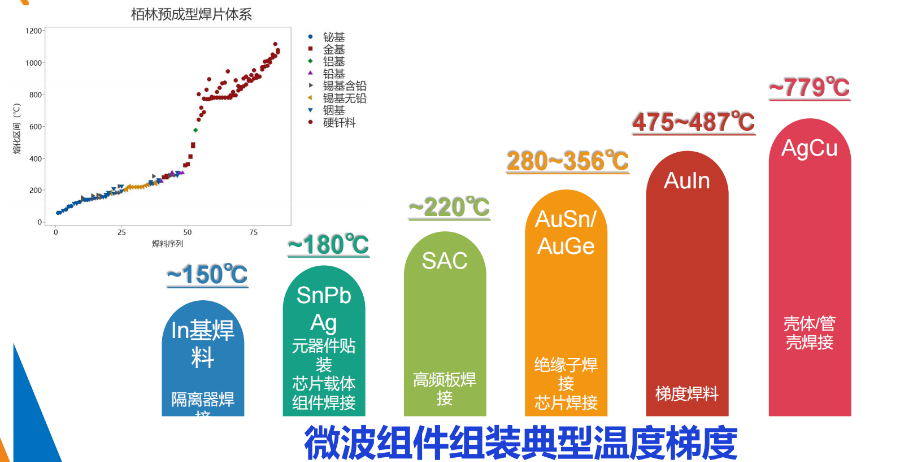
在复杂的多层封装和多芯片模块(MCM)制造过程中,需要执行多次焊接工序,每次焊接步骤的焊料熔点应从高到低依次递减,以确保后续焊接工序不会导致先前形成的焊点重熔。金锡焊料的280°C熔点使其在多次焊接工艺的层次设计中占据有利位置。典型的多层次焊接工艺方案示例如下:***层次(比较高熔点层)使用Au80Sn20金锡焊料(280°C)完成芯片与基板的贴装;第二层次使用Ag/Cu共晶焊料(779°C)或低温铜锡焊料(230°C)完成基板到外壳的连接;第三层次使用铅锡焊料(183°C,若允许)或锡银铜焊料(217°C)完成外部引脚或接口的焊接。通过合理选择各层次焊料的熔点,可以确保每个焊接步骤在足够低的温度下进行,不对已完成的焊点造成影响。在实际工程中,各层次焊料熔点之间的间隔通常建议不低于30~50°C,以在回流温度窗口中留有足够的工艺裕量,防止因温控精度不足而误熔先期焊点。金锡焊料的精确熔点(280°C)和窄熔化区间使其在多层次焊接工艺的层次设计中具有明确的工艺优势,是实现复杂封装结构高可靠性的重要材料选择依据之一。公司提供金锡焊料配套焊接工艺改进服务。
在金锡合金体系中,除80/20共晶成分外,富金成分(金含量高于80wt%)的金锡焊料在特定应用场景中也具有重要地位。常见的富金配方包括88wt%Au-12wt%Sn和90wt%Au-10wt%Sn等,这类合金的液相线温度通常高于共晶点,熔化温度范围在280°C至350°C之间。富金焊料的硬度通常低于共晶成分,延展性更好,在热循环测试中表现出较强的塑性变形吸收能力,适合用于热膨胀系数差异较大的异质材料之间的连接,如硅芯片与铜合金外壳的封装或陶瓷与金属之间的气密封接。此外,富金成分合金的抗氧化性也略优于共晶成分,在某些要求更高表面质量的应用中具有一定优势。在器件封装领域,富金金锡焊料常用于对焊接温度有特殊要求的叠层封装结构中,通过调节不同层次焊料的熔点,实现分步焊接工艺,避免先期焊点在后续焊接过程中发生重熔。合理选择共晶或富金成分金锡焊料,需要综合考虑应用的温度环境、力学要求、基板材料特性及焊接工艺约束,这也是精密封装工艺设计的重要内容之一。金锡焊料助力国产电子封装产业技术升级。金锡焊料行业标准
国家高新技术企业打造,金锡焊料产品品质有保障。金锡焊料行业标准
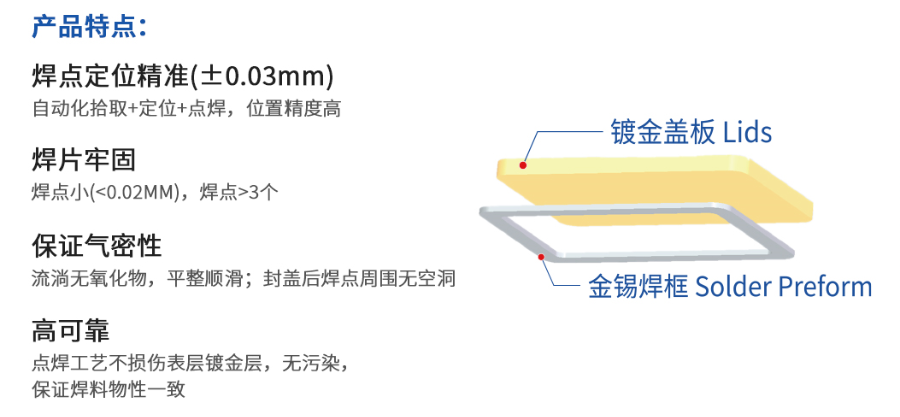
金锡焊料预成型片(Preform)是将Au80Sn20共晶合金通过精密轧制和冲压工艺制成的几何形状规整的焊料片,是气密封装和芯片贴装工艺中**常用的焊料形式。与焊膏相比,预成型片具有成分均匀、无助焊剂污染、重量精确可控等优点,特别适合对焊料量有精确要求的精密封装工艺。常见的金锡预成型片形状包括正方形、长方形、圆形和环形(用于盖板封接),尺寸范围从0.5mm×0.5mm的小型芯片贴装片到50mm×50mm以上的大面积焊料片。厚度通常在25μm至250μm之间,根据封装设计要求选择。对于气密盖板封接,常用环形(Frame)预成型片,其内外径尺寸与封装外壳腔口尺寸精确匹配,以确保焊料均匀分布在封接界面上。预成型片的尺寸精度对焊接质量至关重要。通常要求长度、宽度尺寸公差在±0.05mm以内,厚度公差在±5μm以内,以确保焊料量的一致性和焊点质量的重复性。预成型片的表面粗糙度也需要控制,过于粗糙的表面不利于焊料均匀铺展,而适度光滑的表面有助于在回流过程中形成均匀、无空洞的焊点。在选用预成型片时,除尺寸规格外,还需关注其表面是否有氧化变色,及时排查不合格产品,确保焊接工艺的顺利进行。金锡焊料行业标准
汕尾市栢科金属表面处理有限公司在同行业领域中,一直处在一个不断锐意进取,不断制造创新的市场高度,多年以来致力于发展富有创新价值理念的产品标准,在广东省等地区的电子元器件中始终保持良好的商业口碑,成绩让我们喜悦,但不会让我们止步,残酷的市场磨炼了我们坚强不屈的意志,和谐温馨的工作环境,富有营养的公司土壤滋养着我们不断开拓创新,勇于进取的无限潜力,汕尾市栢科金属表面处供应携手大家一起走向共同辉煌的未来,回首过去,我们不会因为取得了一点点成绩而沾沾自喜,相反的是面对竞争越来越激烈的市场氛围,我们更要明确自己的不足,做好迎接新挑战的准备,要不畏困难,激流勇进,以一个更崭新的精神面貌迎接大家,共同走向辉煌回来!