商机详情 -
丹东谭兴电脑数控分度盘经销商
如何选择四轴转台
很多加工的朋友,甚至是卖机床的朋友都在问,怎么样给加工中心选择第四轴呢?如果我选错了怎么办?说实在的,四轴其实很好选。这里,我们将其选择主要考虑的几个方面跟大家讲解一下:
一.加工工件的大小加工工件的极限直径是多少?一般极限直径跟转台的第四轴是相匹配的,略大点更合适;
二.加工工件的重量我们要计算出加工工件加上夹具等的所有重量,然后和相对应的转台的型号极限承重去比较,这个值应小于转台极限承重。应注意的是,加了尾座后的转台的极限承重是没有加尾座时的2倍。您初步选定后,相关的四轴销售人员还会跟您再确认一下选型,这样就不会再有问题啦! 这款电脑数控分度盘的兼容性强,可搭配多种夹具使用。丹东谭兴电脑数控分度盘经销商

在汽车零部件加工领域,电脑数控分度盘的应用有效提升了生产效率和产品一致性。以发动机缸体加工为例,缸体需要在不同面上进行钻孔、镗孔等多道工序,传统加工方式需多次装夹,容易因定位误差导致尺寸偏差。而使用电脑数控分度盘后,只需一次装夹,即可通过旋转不同角度完成所有面的加工,不*减少了装夹时间,还能保证各孔位之间的位置精度。在变速箱壳体加工中,分度盘可配合加工中心完成多个轴承孔的镗削,其精细的角度控制能确保孔系的同轴度符合设计要求。对于转向节等形状复杂的零件,分度盘能通过多角度旋转,让刀具从不同方向进行切削,避免了刀具与工件的干涉。目前,多数汽车零部件生产线上的电脑数控分度盘都已实现与生产线的自动化对接,通过机器人上下料,进一步缩短了辅助时间,满足了汽车制造业大规模量产的需求。丹东谭兴电脑数控分度盘经销商电脑数控分度盘的技术参数稳定,符合行业通用标准。
电脑数控分度盘的控制系统是其智能化的关键,目前主流的控制系统采用了 32 位或 64 位微处理器,运算速度快,能实时处理复杂的加工指令。控制系统支持多种编程方式,包括 G 代码、M 代码等标准工业代码,操作人员可根据加工需求编写程序,也可通过 CAD/CAM 程序导入。部分控制系统还具备自适应控制功能,能根据加工过程中的负载变化自动调整旋转速度,避免过载导致的设备损坏。控制系统的显示屏多为彩色触摸屏,界面布局合理,操作人员可直观地查看程序运行状态、故障信息等,方便进行参数调整和问题排查。为了保证数据安全,控制系统通常设有密码保护功能,防止未经授权的人员修改关键参数。此外,控制系统还支持数据备份和恢复,便于在设备出现故障时快速恢复正常工作状态。
分度盘介绍(三)
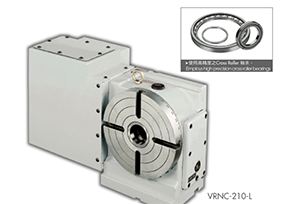
②半分度盘:结构与分度头基本相同,但不带交换齿轮机构,只能用分度盘直接分度,不能与铣床工作台联动;数控分度盘采用AC或DC伺服器马达驱动,复节距蜗杆蜗轮组机构传动,使用油压环抱式锁紧装置,再加上扎实的刚性密封结构。光学分度盘主轴上装有精密的玻璃刻度盘或圆光栅,通过光学或光电系统进行细分、放大,再由目镜、光屏或数显装置读出角度值。分度精度可达±1″,光学分度盘用于精密加工和角度计量。数控分度盘
③等分分度盘:一般采用具有24个槽或孔的等分盘,直接实现2、3、4、6、8、12、24等分的分度,有卧式、立式和立卧式3种。立卧式的底座带有两个互相垂直的安装面,主轴可以处于水平或垂直位置。通用分度盘的分度精度一般为±60″。光学分度盘数控分度盘普遍适用于铣床、钻床及加工中心。配合工作母机四轴操作介面,可作同动四轴加工。数控分度盘与火花机结合,可使用于脚踏车及汽车轮胎模具加工。数控分度盘亦可配合DC/AC单轴伺服控制器,连结至M-讯号,作等分割加工。 精细定位,高效生产,电脑数控分度盘是加工行业的得力助手。
电脑数控分度盘与机器人的协同作业模式正逐渐普及。在自动化生产车间中,机器人负责抓取工件并放置在分度盘上,分度盘完成角度调整后,加工设备进行切削,加工完成后机器人再将工件取走。这种协同模式减少了人工参与,降低了劳动强度,同时提高了生产节拍的一致性。例如,在汽车变速箱齿轮加工线上,机器人将齿轮坯料放在分度盘上,分度盘旋转到加工位置,滚齿机完成齿形加工后,分度盘旋转 180 度,机器人取走成品并放置新坯料,整个过程无需人工干预,每小时可加工数十个齿轮。此外,通过编程协调,机器人与分度盘的动作衔接紧密,减少了等待时间,进一步提升了生产线的整体效率,尤其适合大规模量产的工业场景。电脑数控分度盘的智能化控制,使得复杂工件的加工变得更加简单和精确。丹东谭兴电脑数控分度盘经销商
借助电脑数控分度盘,实现自动化分度,降低人工干预,提升加工一致性。丹东谭兴电脑数控分度盘经销商
电脑数控分度盘的工艺性分析(二)
电脑数控分度盘是将工件夹持在卡盘上或两顶针间,并使其旋转、分度和定位的机床附件,主要用于铣床,也常用于钻床和平面磨床,还可放置在平台上供钳工划线用。那么数控分度盘的手动旋转操作是怎样的呢?
1)使用快速移动或寸动模式下运行分度盘时,须按住"+4"或"-4"一秒后分度盘才能转动。转动结束后,数控分度盘将自动变成夹紧状态。
2)手轮模式下,将轴选选择在""档无需任何等待,即可旋转。
3)工件锻造比比较大,很容易造成应力的分布不均。因此,锻造后进行正火处理,粗加工后进行调质处理,以改善材料的切削性能。
4)工序安排以台阶面和Φ110g6的外圆表面定位,装夹工件,达到了设计基准,工艺基准的统一 。 丹东谭兴电脑数控分度盘经销商