商机详情 -
福建压力容器ASME设计
压力容器分析设计应用场景,第五个应用场景是深海装备压载水舱设计。深海智能装备的压载水舱是承压部件,用于调节装备浮力,需在千米级深海环境下长期工作,承受极高的外压(水深每增加100米,压力增加1MPa),且要求轻量化设计以提升装备续航能力。传统金属压载水舱密度大、重量重,已无法满足深海装备的发展需求,目前多采用碳纤维复合结构,其设计必须依赖分析设计法。通过Abaqus等有限元分析软件,模拟深海实际工况,核算舱体的抗压强度和失稳临界载荷,优化结构设计和材料铺层方案,采用(90°/90°/0°)s的铺层方式,可使压载水舱重量较钛合金材质降低23%以上。同时进行实物压力试验,验证设计的合理性,确保压载水舱在20MPa以上的外压工况下不发生失稳、泄漏,保障深海装备的安全运行,是深海探索、海底资源开发装备的关键设计环节。基于弹塑性理论,允许结构局部屈服,充分利用材料承载潜力。福建压力容器ASME设计
在生物制药领域,不锈钢生物反应器是用于细胞培养、微生物发酵的设备,其设计需要在满足压力容器强度要求的同时,确保无菌、无死角、易清洁的制药工艺条件。这一双重需求使分析设计发挥独特价值。生物反应器的结构通常包括圆柱形罐体、椭圆封头、夹套或盘管(用于加热/冷却)、搅拌器接口(顶部或底部机械密封)、多个工艺接管(补料、取样、通气、排气)以及人孔或快开手孔。传统规则设计虽能满足强度要求,但难以处理如下问题:夹套与罐体连接处的局部应力、搅拌器接口在搅拌扭矩和压力波动下的疲劳、以及多个开孔密集区域的应力叠加。分析设计通过建立包含夹套、盘管、搅拌器接口的精细化模型,施加内压、夹套压力、搅拌器载荷(弯矩和扭矩)、以及灭菌过程的热载荷(通常采用121℃饱和蒸汽灭菌),评估结构的完整性。同时,制药设备的“无死角”要求,意味着结构设计必须避免尖锐转角、死区和缝隙。分析设计通过应力分布云图识别可能产生的高应力区,辅助结构优化——例如将直角改为大圆弧过渡、优化焊接坡口设计,在满足强度的同时便于抛光和清洗。对于一次性生物反应器(使用一次性塑料袋作为培养容器),不锈钢支撑容器虽不承受内压。 福建压力容器ASME设计热应力分析是处理高温或温差较大压力容器的关键环节。
压力容器分析设计实行标准化、规范化管控,国内以GB/T4732系列规范为关键,搭配GB150、GB12337等配套标准,2024版新标准优化失效模式分类,更新应力计算方法,完善超压泄放装置技术要求,进一步规范设计流程。国际层面对标ASMEVIII、欧盟EN13445压力容器标准,适配外贸特种承压设备设计需求。整套设计审核流程严谨规范,分为方案设计、仿真计算、校核评审、图纸定稿、备案审核五大环节。方案设计阶段明确设备工况、介质属性、设计参数,确定结构形式与选材方案;仿真计算阶段完成建模、载荷分析、应力评定,输出仿真报告;校核评审由专业技术人员核查计算逻辑、参数取值、合规性,排查设计漏洞;图纸定稿后优化加工工艺,标注制造、检验技术要求;提交特种设备审核机构备案,完成资质审批。审核过程中,重点核查应力分类合理性、载荷组合完整性、安全系数合规性,针对高压、核电等高危设备,需开展专项评审。设计资料包含仿真模型、计算报告、施工图纸、检测标准,全程留存归档,满足特种设备监管要求。标准化规范与严格审核流程,从制度层面杜绝违规设计,保障分析设计压力容器合法合规、安全可靠。
压力容器分析设计是一项高技术门槛的专门能力,需要设计人员具备深厚的力学功底和丰富的工程经验。为规范行业发展,国家对分析设计能力实施资质许可制度。2024年,国家标准化管理委员会发布了新版GB/T150《压力容器》和GB/T4732《压力容器分析设计》系列标准,标志着我国分析设计标准体系的重大升级。值得关注的是,浙江大学郑津洋院士、陈志平教授团队自主提出的轴压圆筒屈曲设计方法、内压椭圆/碟形封头设计方法被正式纳入国家标准,结束了我国在这两个领域长期采用美国ASME方法的历史。这一突破历时13年、开展了100多次工业规模破坏性试验,是基于弹塑性理论的自主创新成果。在企业资质方面,压力容器分析设计(SAD)资质由国家市场监督管理总局颁发,获得该资质的企业具备从事高参数、复杂结构压力容器设计的能力。2025年8月,潞安化机集团成为山西省获得SAD资质的企业,标志着该省在压力容器设计领域实现历史性突破。全国范围内,南京工业大学、合肥通用机械研究院等机构也持有SAD资质,在复杂结构分析、先进材料应用等领域持续开展技术攻关与工程服务。资质体系的完善和标准的自主创新,为我国压力容器行业从“制造大国”迈向“设计强国”奠定了坚实基础。 对于承受循环载荷(如间歇操作、压力波动)的压力容器,如何进行疲劳寿命评估?
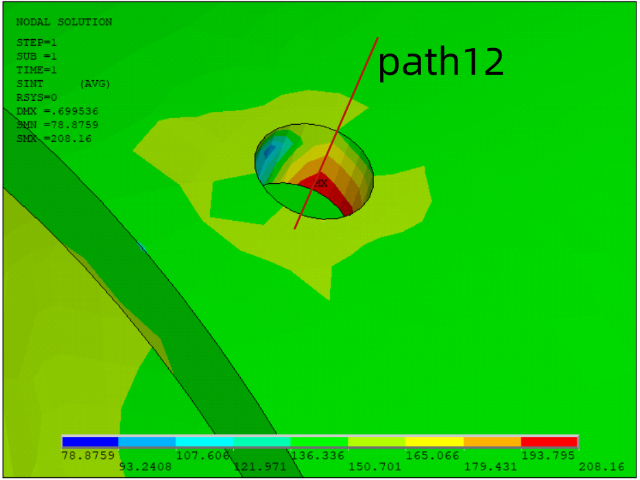
焊接缺陷扩展与断裂寿命预测某乙烯装置丙烯精馏塔回流罐,超声波检测发现筒体纵缝内部存在一处长8mm、深3mm的埋藏裂纹,位于熔合线附近。采用断裂力学方法评估该缺陷的容限与剩余寿命。首先通过子模型技术从整体模型中切取含缺陷局部区域,网格细化至,在裂纹前沿布置20层奇异单元模拟1/√r奇异性。考虑操作压力波动谱(0~,日均启停6次),计算裂纹前列应力强度因子KⅠ及KⅡ。借助Paris公式da/dN=C(ΔK)^m,结合材料疲劳裂纹扩展试验数据(C=,m=),对每个压力循环积分得出扩展曲线。分析结果显示当前深度3mm的裂纹在经历,对应剩余寿命约。随后开展弹塑性断裂分析,采用J积分方法计算临界裂纹尺寸时的断裂韧性Jc与施加J的比值,安全裕度为。依据API579准则分级评定,该缺陷评定为二级可用,但检验周期须从原3年缩短至,并增加TOFD检测手段监控扩展速率。该分析为装置大修与更换决策提供了量化依据,避免了盲目停用或冒险运行的两难困境。 有限元分析是压力容器分析设计中不可或缺的技术手段。福建压力容器ASME设计
遵循ASME BPVC Section VIII Div.2或JB 4732等分析设计规范标准。福建压力容器ASME设计
多目标拓扑优化与变厚度减重设计某大型低温乙烯球罐,内径,设计温度-45℃,材质为07MnNiMoVDR高强度钢。初步设计采用均匀壁厚42mm,分析发现赤道带和极板中心区域应力水平占许用值的52%,而支柱与壳体连接区域应力比达88%,材料利用率严重不均。为实现轻量化与安全性的平衡,采用OptiStruct进行拓扑优化,以应变能为目标函数,体积约束为原设计90%,在操作内压。优化结果给出了材料在球壳上的理论分布云图,建议在应力平缓区将厚度渐变为32mm,在支柱连接区和人孔接管区局部加厚至48mm。根据优化结果重构模型为变厚度壳体,采用连续壳单元模拟厚度渐变效应,重新校核薄膜应力、弯曲应力及局部峰值应力。校核结果显示,变厚度设计后应力出现在极板与赤道带过渡区,一次薄膜应力当量195MPa,应力比,仍维持充足裕度;支柱连接处的局部膜应力升至238MPa,应力比,仍在合格范围内。设计减重约(原设计重量108吨),节省材料成本约28万元,且因壁厚减薄缩短了焊接和检测工时。分析报告中详细给出了变厚度分区图、各区域应力路径线性化结果以及优化迭代收敛曲线,经评审和模型试验验证,批准应用于第二台球罐制造。 福建压力容器ASME设计