商机详情 -
苏州履带式加热器故障维修
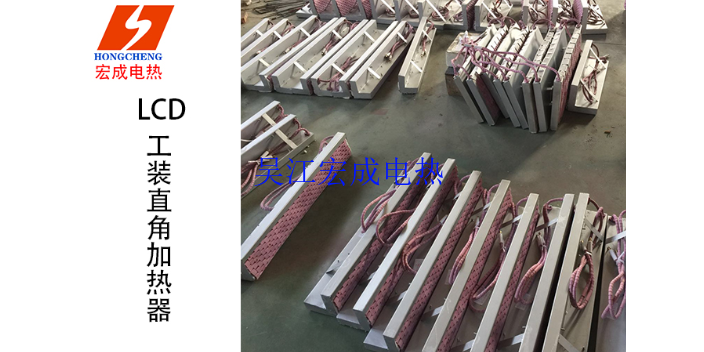
SCD绳状式加热器|LCD型履带式陶瓷电加热器绳型加热器产品概述拓腾电气公司生产的LCD型履带式陶瓷电加热器和SCD型绳型陶瓷加热器采用精良耐高温镍铬丝和强度大耐高温陶瓷元件,广泛应用于锅炉、化工、造船、电力建设、机械等部门的合金钢构件、管道和压力容器焊接的焊前预热、焊后中间清氢、退火热处理,具有加热速度快、热利用率高、节能明显、劳动强度低、使用安全可靠、操作方便的优良性能,是目前焊接行业一种新颖实用的理想局部热处理加热器。陶瓷电加热器也可用于较高工艺温度要求的加热(如高温炉窑等),采用超高温发热材料和陶瓷可使加热温度达1400℃。陶瓷电加热器可定制成各类工装型,如吸铁型,哈夫型,带保温型等.对于弯头,法兰,小管径管道等非平直环境,或小型检修项目管径大小不一的场合,则SCD绳式加热器使用非常方便,绳式加热器可以缠绕在需要加热的部位,并用保温棉包裹。小口径的管道使用碗状型加热绳,缠绕更加方便。绳状加热器的外径是12mm,它弯折直径约60mm,能满足60mm--300mm左右的各种管道热处理。履带式电加热器原理。苏州履带式加热器故障维修
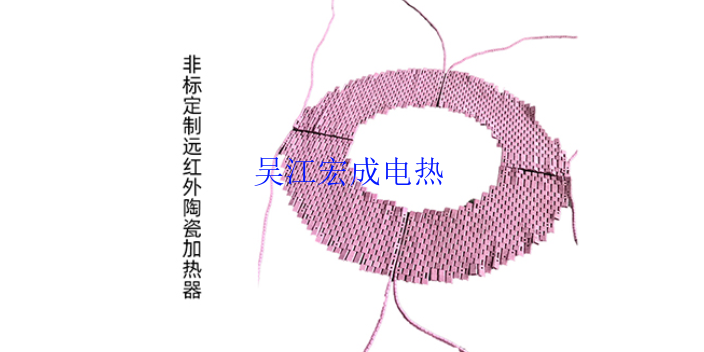
履带式加热器能制成多种形状的履带式加热器,可视工件的几何形状,壁厚及热处理要求选择相应的规格。可以与工件接触加热,可以弯曲,折叠,燃烧,它适用于各种金属构件,如管道、大型容器的焊前预热,中间消氢和焊后的局产部热处理,具有加热速度快,热利用率高,节能明显,劳动强度低,使用安全可靠、操作方便的优良性能,是目前焊接界一种崭新颖实用的理想局部热处理加热器。最高工作温度 1000 ℃ 。性能:加热速度快,热利用率高;适用:各种金属构件。苏州履带式加热器故障维修焊前预热陶瓷加热器。
参见watlow的“更好地预测终端外壳温度以提高加热器可靠性”白皮书)2,一旦确定了初步的t-码,电气工艺加热器的设计者必须回答一个重要的问题:初步的t-码是否比客户指定的t-码更冷,还是更热?那个问题的答案是加热器发展的重要指南。如果它比规格更酷,则继续使用冷却器的t代码。如果它是相同的,然后继续与客户指定的t代码。如果初步的t-code是热的,那么拟议的设计不符合客户的要求。在这一点上,设计的改变必须考虑满足客户指定的t代码。3,极后一步是验证外壳的服务温度等级不会被超过。评估极高表面温度,即使达到指定的t-code温度限制,也不会超过外壳的使用温度等级。这将确保所有的内部外壳组件适合预期的极坏情况的温度。使用温度超过极高值的外壳会引起两个问题。首先,有潜在的安全风险,因为加热器将在超过其额定温度的工作温度下运行。如果点火发生在高温下,外壳的完整性可能失效,不包含爆破事件。另外,当温度超过内部元件额定值时,元件降解的机率较高,早期设备故障的机率较高。评价过程图补充:必须遵守目前的标准,即确定从法兰(热源)到电气外壳的评估范围,并充分考虑外壳内外产生的所有热量。不这样做可能意味着不安全的情况。
副加热带最高温度为主加热带热处理的保温温度的40~60%。步骤5.副加热带宽度(wahb)的确定在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度,副加热带宽度wahb为:上述技术方案中,在步骤4的基础上,改变副加热带的宽度,确定比较好的副加热带宽度。一般而言,副加热带宽度为:由此完成比较好的副加热带热处处理工艺的确定。三.优化主副加热局部热处理工艺步骤6.主副加热带调控在得到主、副加热带的热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定副加热带升温时机,副加热带升温时机为副加热带较主加热带延后升温;上述技术方案中,在得到较优的主副加热带热处理工艺后,通过数值模拟研究副加热带升温时间的影响,确定比较好的热处理工艺。升温时间主要包括主、副加热带同时升温和副加热带延后升温。通过研究发现,副加热带延后升温效果较佳。具体的局部热处理方法为:首先,对焊缝部位的主加热带进行升温至保温温度,主加热带开始降温时副加热带升温,主加热带温度降至100~150℃后副加热带开始降温。进一步地,还包括热处理的实施,具体为:四.热处理的实施步骤7.热处理实施根据所确定的热处理方案。苏州履带式电加热器。

使用方法:根据热处理工件选择加热器。规格管道工程若要采用低电压加热器可选用ZCD型指状陶瓷加热器,管道管座等特殊几何形状的工件指状加热器的履带式加热器无法包覆的可采用绳状陶瓷加热器,大管道、容器等一般工件均可采用履带式陶瓷加热器。下面介绍怎样选择加热器规格和使用方法。1、根据热处理工件来确定加热器面积、即加热区域、具体应根据工艺要求和热处理工件的壁厚。设加热面积为AA=L*H(米)L:为热处理工件的长度。圆体工件的长度L=D、D为工件外径。H:为加热宽度。加热宽度H,即陶瓷加热器宽度。H取多大为宜,我们根据国外局部热处理规范,认为在一般情况下,可取H=(7-12)就可以了。8为热处理工作的壁厚。陶瓷电加热器的原理。苏州履带式加热器故障维修
履带式电加热器厂家。苏州履带式加热器故障维修
二.确定副加热带的热处理工艺副加热带的热处理工艺参数包括副加热带中心位置距主加热带的距离(wdcb)、副加热带最高温度(ta)和副加热带宽度(wahb);步骤3.副加热带中心位置距主加热带的距离(wdcb)的确定建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数,查看热处理保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置wdcb,产生压应力的中间位置wdcb距离焊缝中心为wphb上述技术方案中,通过建立有限元模型,进行焊接及热处理模拟,采用步骤2所确定的热处理工艺曲线及关键工艺参数。查看热处理前后热处理消除残余应力的效果,以优化热处理工艺参数。待得出优化后的热处理工艺参数后,查看热处理过程中尤其保温过程轴向应力(回转结构)或横向应力(平板结构)变化结果,确定产生压应力的中间位置。对于补强板焊缝、合拢焊缝等的局部热处理,产生压应力的区域距离焊缝中心为wphb步骤4.副加热带最高温度(ta)的确定在步骤3所确定的副加热带的中心wdcb位置,先假设副加热带的宽度为主加热带的宽度,比较不同保温温度下热处理后应力的分布情况,从而确定副加热带最高温度ta;进一步地。苏州履带式加热器故障维修