商机详情 -
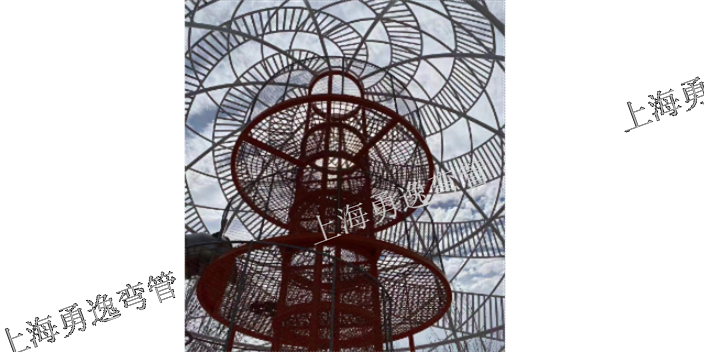
宁波弯管厂承接户外游乐设施弯管加工联系方式
根据管道加工的验收规范:冷弯的钢质管道为,中低压为4D、高压为5D。故我们的弯胎设计为R=4D(特殊情况另定),所以就我厂生产的弯管机而言主要以选择相对壁厚SX为主,图的上部为无芯轴区,图的中部为普通芯轴区,图的下部为特殊芯轴区。由于特殊芯轴设计制造均很困难,操作也不太方便,故一般我厂不予供货。特别情况可另行商定。产品基本资料(Product’sBasicinformation)序号(No.)货号(ItemNo.)型号(Type)产品名称(Product’sName)产品图片(Photo)产品描述(Description)原材料(Materials)规格(Specification)尺寸(Size)长度(Length)宽度(Width)高度(Height)厚度(Thickness)管径(Tube’sDiameter)口径(Caliber)形状(Shape)外观颜色。上海弯圆厂,上海拉弯厂,上海折弯厂,上海弯圆厂,弯管加工。宁波弯管厂承接户外游乐设施弯管加工联系方式
现今,我国机床制造也已根本上成熟了,特别是在普通机床上。精确来讲机床是制造技术的载体,机械产质量量、更新速度、应变才能、效率在相当水平上取决于机床。我国如今对机床的需求将是中档数控机床、加工中心机床为主。其他机床相对要少得多了。而我国的前列数控机床和自动化消费线的制造还不能与世界强手相比。传统的二维式的弯管加工已无法满足复杂的工业需求。三维数控弯管加工正是在这一背景下逐步开发成熟。可程序设计控制器(PLC)在弯管加工控制系统中的应用给复杂请求的弯管系统提供技术保证。到如今由于国内空调,汽车等行业的兴起关于弯管加工的需求由量到质的转变,所以同样催生了弯管加工技术的飞跃,数控技术终于引入到了弯管加工行业,数控的介入是弯管行业的一次技术反动,不论从弯管速度、精度上都是具有相当的优势。在工业经济快速开展的上世纪90年代后以来,根底设备建立厂房、设备、交通设备需求急剧增加,各种金属管的需求已远远不能满足,许多金属管的外形请求也不时复杂化,从而催生了弯管加工系统设计和开发。宁波弯管厂承接户外游乐设施弯管加工联系方式上海浦东弯管厂加工弯管一条龙服务。

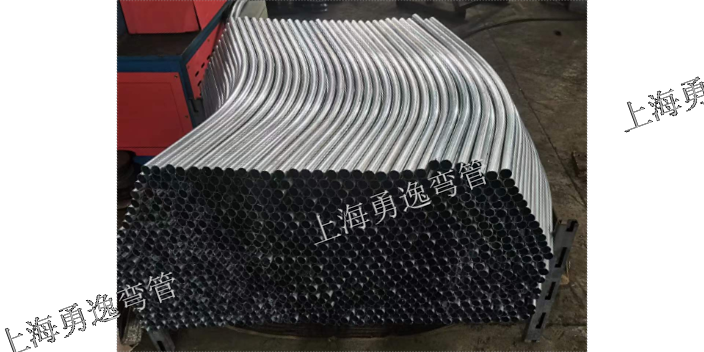
上海勇逸弯管有限公司专业从事冷弯管加工,公司座落于景色秀丽的上海。本公司专业从事冷弯管加工多年,现已拥有冷弯设备和弯管加工工艺,专业弯制加工各类焊管、钢管、槽钢、角钢、扁钢、工字钢等型钢。弯管加工产品有直角弯管U型弯管组合弯管蛇型弯管盘管角钢槽钢工字钢等。弯管产品广泛应用于:火车、汽车、摩托车、童车、钢制家具、体育健身器材、空调配管、卫浴设备、石油化工、造船航天、机械制造等行业。多年来,我公司进行了一定规模的弯管加工技术改造,引进一批技术人才的弯管加工机械。
弯管基本上都是经过加工制成的,而且它基本上都是用高温加热变形变弯的,很多材料一旦预热会变形,而该管道的加工弯制也正是使用这个原理。它的加热温度需要在一定的范围之内,在弯制的时候应该尽快确定加热温度,在确定之前一定要掌握温度确定原则。弯管的材质在奥氏体化温度以上,推制时弯头内壁主压应力小于材料在此温度下的屈服极限。材质奥氏体化温度越高,加热温度越高;材质高温屈服极限越高。确定始锻温度时,应保证弯管在加热过程中不产生过烧现象,同时也要尽力避免发生过热。弯管加热温度尽可能不超过1050℃。上海弯管,上海弯圆厂,上海拉弯厂,上海折弯厂。
弯管的质量是很多人关注的一方面,质量的好坏,决定了后期的加工以及施工,所以在生产中,质量这一个因素确实显得尤为重要。影响其质量的因素有哪些呢?1、弯胎的精度是影响弯管质量的要素之一。在弯胎制造时,除规格尺寸要求节制在必然公役局限时,弯管加工还也要求用户在运用时依据弯制管径选择响应的弯胎。2、供用户在选择管子直径与壁厚关系时参考。反映相对弯曲半径,相对壁厚对管道质量的影响,依据管道加工的验收标准。3、纯弯曲时,管子在外力效果下,中性层外侧臂壁受拉应力效果而减薄,内侧受压应力。效果而增厚,合力使管子横截面发作转变。4、管材自身的可弯曲功能与外表侵蚀状况,亦能够影响到弯管质量。观察加工功能和对外表侵蚀状况。弯管质量容易受到以上几方面因素的影响,在生产的时候尤为注意。管道生产的时候,在弯曲的时候注意一下,毕竟很多因素,都有可能影响着管道的质量。武汉弯管厂哪家加工质量好。宁波弯管厂承接户外游乐设施弯管加工联系方式
各种产品供应商,目前可加工型材截面Φ3mm-Φ1500mm。宁波弯管厂承接户外游乐设施弯管加工联系方式
众所周知,制作弯管的重要道具弯管模具是重要组成部分,因其不同的形状和形态而压制出不同型号和质量的弯管。为节约成本,通过不同的切割工艺,改造出更实用的弯管模具。在弯管模具改造时,企业也要注意其本身的特点。弯管模具夹紧部分不能过短,否则容易造成钢管变形,可保证在20mm左右。在模具管材较软较薄的部位,必须夹紧部分应穿心轴防止变形。对于夹模与轮模是同时旋转弯管的,夹紧力不需要太大。同时夹模的夹紧力可根据管子直径、管壁厚度适当调整。用v形夹模夹紧时,夹模与轮模有时有间隙,间隙的大小与管子直径大小有关,当管子直径为φ10mm时,间隙小。随着管子直径的增加间隙逐渐增大,但不影响装夹与加工。宁波弯管厂承接户外游乐设施弯管加工联系方式