商机详情 -
深圳自动化SPI检测设备按需定制
SPI锡膏检查机有何能力?可以检查出那些锡膏印刷不良?锡膏检查机只能做表面的影像检查,如果有被物体覆盖住的区域是无法检查得到的,不过锡膏检查机的使用时机应该是在零件还没摆放上去以前,所以不会有锡膏被覆盖的情形发生锡膏检查机可以量测下列的数据:锡膏印刷量锡膏印刷的高度锡膏印刷的面积/体积锡膏印刷的平整度锡膏检查机可以侦测出下列的不良:锡膏印刷是否偏移锡膏印刷是否高度偏差(拉尖)锡膏印刷是否架桥锡膏印刷是否缺陷破损为什么要使用3D-SPI锡膏厚度检测仪?深圳自动化SPI检测设备按需定制
AOI的发展需求集成电路(IC)当然是现今人类工业制造出来结构较为精细的人造物之一,而除了以IC为主的半导体制造业,AOI亦在其他领域有很重要的检测需求。①微型元件或结构的形貌以及关键尺寸量测,典型应用就是集成电路、芯片的制造、封装等,既需要高精度又需要高效率的大量检测②精密零件与制程的精密加工与检测,典型应用就是针对工具机、航空航天器等高精度机械零件进行相关的粗糙度、表面形状等的量测,具有高精度、量测条件多变等特点③生物医学检测应用,典型应用就是各式光学显微镜,结合相关程序编程、AI即可辅助判断相关的生物、医学信息判断。④光学镜头或其他光学元件的像差检测深圳自动化SPI检测设备按需定制SPI锡膏检查机的作用和检测原理?

2.1可编程结构光栅(PSLM)技术PMP技术中主要的一个基础条件就是要求光栅的正弦化。传统的结构光栅是通过在玻璃板上蚀刻的双线阵产生摩尔效应,形成黑白间隔的结构光栅。不同的叠加角度形成不同间距的结构光栅。此结构的特点是通过物理架构的方式实现正弦化的光栅。其对于玻璃板上蚀刻的精度与几何度的要求都比较高,不容易做出大面积的光栅。可编程结构光栅是在微纳米技术和物理光学研究基础上设计出来的一种新的光栅技术,其特点是光栅的主要结构如强度,波长等都可以通过软件编程控制和改变,真正的实现了数字化的控制。因为其正弦光栅是通过软件编程实现的,所以理论上可以得到比较完美的正弦波光栅,并通过DLP(DigitalLightProcessing)技术,得到无损的数字化光栅图像。重要部分是数字显微镜器件,并且由于是以镜片为基础,提高了光通过率,所以它对于光信号的处理能力以及结构光的强度有着明显的提高,为高速,清晰,精确的工业测试需求提供了基础。
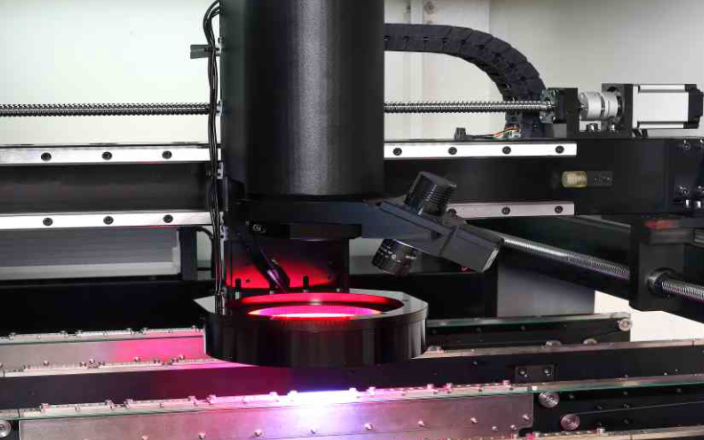
使用在线型3D-SPI(3D锡膏检测机)的重要意义:再次,很多因素影响印刷工艺品质,例如:温度、搅拌、压力、速度、网板清洗时间等;并且单一的因素与印刷不良之间没有明确的因果关系。所以必须使用在线型3D锡膏检测机,实时监控印刷工艺,及时准确地调整印刷机状态。专业全自动在线型3D锡膏检测机(3D-SPI)运用了高精度3D条纹调制测量技术、或者是3D激光测量技术,可以实现高度方向上1um的测试精度。在线型3D-SPI(3D锡膏检测机)在传统SPI的2D检测的基础上,加入了对锡膏的高度、拉尖、体积的检测,可以在SMT产线Cycle-time时间内,快速且精确的检测锡膏印刷质量。作为精密检测设备,在线型3D-SPI(3D锡膏检测机)不但可以检测出锡膏印刷过程中的各种不良,更可以作为质量控制工具,真实记录锡膏印刷环节工程中锡膏质量的微小变化。用SPI锡膏检测机确认锡膏印刷状态,并把收集到的状态信息反馈给锡膏印刷机,帮助工程师调节锡膏印刷参数,实现提高锡膏印刷质量、降低SMT工艺不良率的目的。SPI锡膏检测机类似我们常见摆放于smt炉后AOI光学识别装置,同样利用光学影像来检查品质。

spi检测设备在贴片打样中的应用SPI检测设备通常意义上来讲是指锡膏检测仪,在贴片打样中具有重大的作用。它的主要功能是检测锡膏、红胶印刷的体积、面积、高度、形状、偏移、桥连、溢胶等进行漏印、(多、少、连锡)、形状不良等印刷缺陷进行检测。它有二维平面和三维立体两种配置。二维平面:使用的是单方向光源照射,通过光源反射算法来评判照射面的的质量问题。因为贴片打样中的元器件是凸起的,照射面光线的背面是被遮挡的,无法检测遮挡面的情况。三维立体:使用的是三向投射光系统,通过X、Y、Z轴方向的光束产生一个立体的图像,能够解决阴影与乱反射的问题。同时能够更加直观的看到锡膏印刷的立体图像。那么在smt打样中客户是关心首件检测能否过关的。一个产品的研发周期通常来讲都是很长的,经过pcb打样贴片之后才能确定产品的质量稳定性和可行性,那么成功与失败的概率都是五五开的,验证通过皆大欢喜,如果是失败了就必须要找出哪里出现了问题,是产品的问题还是加工工艺的问题,这个时候从smt加工厂到方案开发都需要一点点的去纠错。AOI检测设备的作用有哪些呢?深圳自动化SPI检测设备按需定制
目前大部分的SMT工厂都已经开始导入在线SPI设备,目前会遇到哪些问题呢?深圳自动化SPI检测设备按需定制
AOI检测误判的定义及存在原困、检测误判的定义及存在原困、检测误判的定义及存在原困误判的三种理解及产生原因可以分为以下几点:1、元件及焊点本来有发生不良的倾向,但处于允收范围。如元件本来发生了偏移,但在允收范围内;此类误判主要是由于阙值设定过严造成的,也可能是其本身介于不良与良品标准之间,AOI与MV(人工目检)确认造成的偏差,此类误判是可以通过调整及与MV协调标准来降低。2、元件及焊点无不良倾向,但由于DFM设计时未考虑AOI的可测性,而造成AOI判定良与否有一定的难度,为保证检出效果,将引入一些误判。如焊盘设计的过窄或过短,AOI进行检测时较难进行很准确的判定,此类情况所造成的误判较难消除,除非改进DFM或放弃此类元件的焊点不良检测。3、由于AOI依靠反射光来进行分析和判定,但有时光会受到一些随机因素的干扰而造成误判。如元件焊端有脏物或焊盘侧的印制线有部分未完全进行涂敷有部分裸露,从而造成搜索不良等。并且检测项目越多,可能造成的误报也会稍多。此类误报属随机误报,无法消除。深圳自动化SPI检测设备按需定制