商机详情 -
四川灰口铸铁厂
球墨铸铁具有较高的韧性和抗冲击性能,同时保持了灰铁的强度高和耐磨性。球墨铸铁广泛应用于需要同时具备强度高和韧性的零部件制造。蠕墨铸铁:蠕墨铸铁是一种通过添加稀土元素或其他合金元素来改变碳化物形态的灰口铸铁。蠕墨铸铁具有较高的韧性和抗疲劳性能,适用于需要承受动态载荷和振动的零部件制造。高铬铸铁:高铬铸铁是一种通过添加铬元素来提高铸铁的耐磨性和耐腐蚀性能的灰口铸铁。高铬铸铁具有较高的硬度和耐磨性,适用于需要抵抗磨损和腐蚀的工作环境。高硅铸铁:高硅铸铁是一种通过添加硅元素来改变铸铁的组织和性能的灰口铸铁。高硅铸铁具有较高的耐热性和耐腐蚀性能,适用于高温和腐蚀环境下的零部件制造。总之,灰口铸铁根据其组织和性能特点可以分为灰铁、球墨铸铁、蠕墨铸铁、高铬铸铁和高硅铸铁等几个分类。不同分类的灰口铸铁适用于不同的工作环境和零部件制造需求。灰口铸铁的耐腐蚀性相对较差,在一些恶劣环境中使用时需要采取防护措施。四川灰口铸铁厂
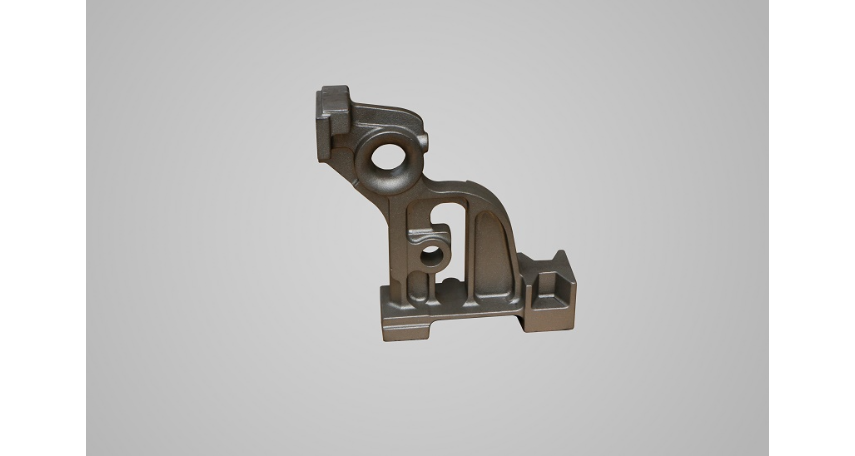
凝固过程控制:凝固过程对灰口铸铁的组织和性能也有重要影响。需要控制凝固速度和凝固方式,以获得均匀的石墨分布和细小的晶粒结构。可以通过调整冷却速度、改变浇注方式和使用合适的冷却介质等方法来控制凝固过程。热处理:热处理是提高灰口铸铁性能的一种方法。常用的热处理方法包括退火、正火和淬火等。通过热处理可以改善铸件的硬度、强度和韧性等性能。检测和质量控制:在生产过程中需要进行严格的检测和质量控制,以确保灰口铸铁的质量。常用的检测方法包括化学成分分析、金相显微镜观察、硬度测试和拉伸试验等。综上所述,要获得高质量的灰口铸铁,需要从原料选择、熔炼工艺控制、浇注温度控制、凝固过程控制、热处理和质量控制等方面进行综合考虑和控制。通过科学的工艺和严格的质量控制,可以获得满足要求的灰口铸铁产品。四川灰口铸铁厂这种灰口铸铁零件的铸造工艺较为成熟,能够保证较高的生产效率和质量稳定性。
灰口铸铁可以通过铸造、焊接和轧制等方法制造零件。下面是对这些方法的详细介绍:铸造:铸造是灰口铸铁常用的制造方法。通过铸造,可以将液态的灰口铸铁倒入模具中,待其冷却凝固后,得到所需形状的铸件。铸造方法具有成本低、生产效率高、适用于大批量生产等优点。常见的铸造方法包括砂型铸造、金属型铸造、压力铸造等。焊接:灰口铸铁也可以通过焊接方法制造零件。焊接是将两个或多个工件通过热源加热至熔化状态,使其融合在一起的方法。对于灰口铸铁的焊接,常用的焊接方法包括电弧焊、气焊、激光焊等。
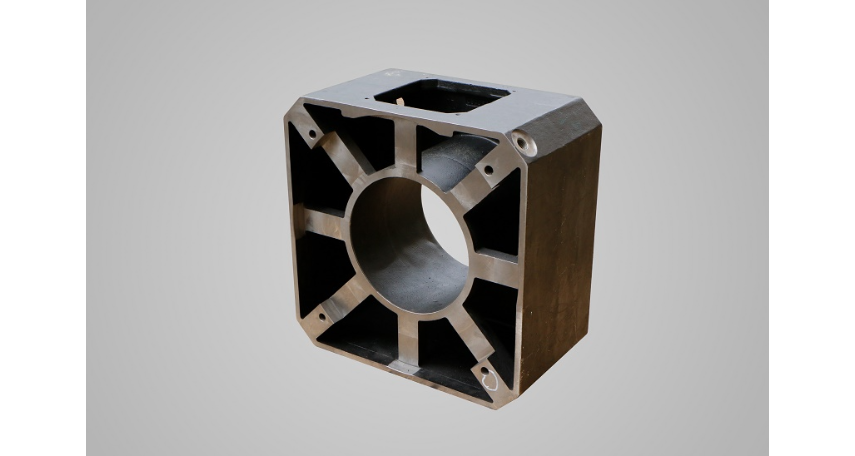
一般来说,灰口铸铁的抗拉强度在200MPa~400MPa之间,屈服强度在100MPa~300MPa之间,伸长率在0.5%~1.5%之间,硬度在HB150~HB250之间。物理性能:灰口铸铁的物理性能主要包括密度、热膨胀系数、导热系数等指标。灰口铸铁的密度一般在6.8g/cm³~7.3g/cm³之间,热膨胀系数在10×10^-6/℃~12×10^-6/℃之间,导热系数在40W/(m·K)~60W/(m·K)之间。金相图:灰口铸铁的金相图是用来描述其组织结构的图表。一般来说,灰口铸铁的金相图中会显示出铸件中的铁素体、珠光体和石墨相等组织结构。其中,铁素体是主要的组织相,珠光体是由铁素体和珠光体共同组成的组织相,石墨相则是以石墨片的形式存在。需要注意的是,灰口铸铁的化学成分、力学性能、物理性能和金相图可能会因具体的生产工艺和合金配方而有所差异。因此,在具体应用中,需要根据实际情况进行选择和设计。灰口铸铁常用于制造机床床身、发动机缸体等大型零部件。
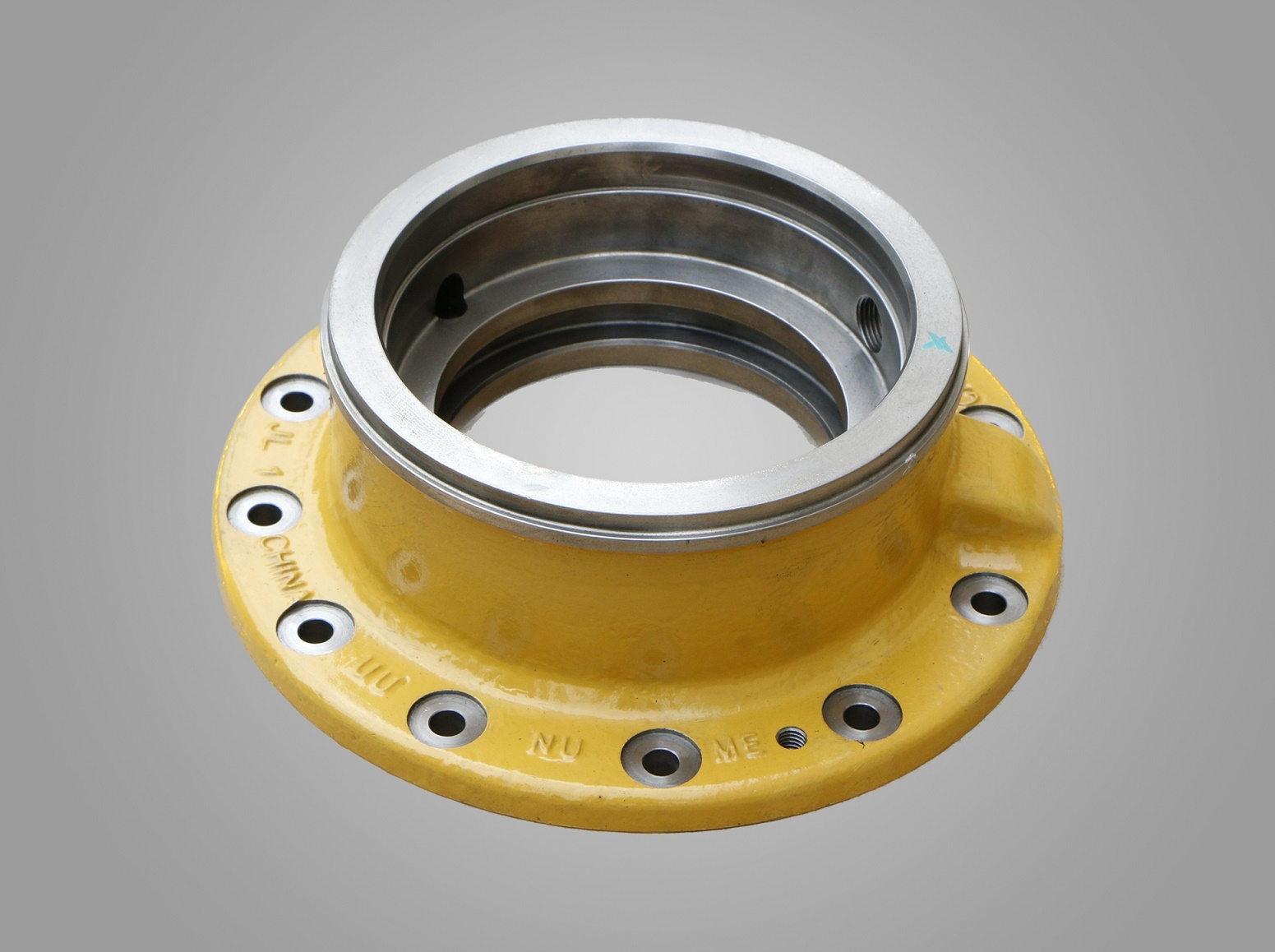
灰口铸铁的焊接相对来说比较困难,因为它的化学成分和组织结构使得它具有较低的熔点和高的热膨胀系数,容易产生热裂纹和变形。但是,通过采取一些特殊的焊接方法和措施,可以实现灰口铸铁的焊接。下面是一些常用的焊接方法和注意事项:预热:在焊接之前,需要对灰口铸铁进行预热。预热温度一般在500℃左右,可以减少焊接时的热应力和热裂纹的产生。选择适合的焊接材料:灰口铸铁的焊接材料一般选择含有镍的铸铁焊条或铸铁焊丝。这些焊接材料具有较好的可塑性和韧性,可以减少焊接时的热裂纹。灰口铸铁的抗压强度较高,适用于承受重载的机械部件。四川灰口铸铁厂
灰口铸铁的抗压强度远高于抗拉强度,这一特性决定了它在承受压力为主的结构中的应用。四川灰口铸铁厂
灰口铸铁是一种常见的铸造材料,具有良好的机械性能和耐磨性,广泛应用于机械制造、汽车制造、船舶制造等领域。在进行灰口铸铁加工时,需要注意以下几个方面:材料选择:选择合适的灰口铸铁材料,根据具体的应用要求和工艺要求,选择适合的材料牌号和化学成分。设计合理:在进行零件设计时,要考虑到灰口铸铁的特性,合理设置零件的形状和结构,避免出现过于复杂或者薄壁过薄的结构,以免产生缺陷。模具制作:制作灰口铸铁的模具时,要注意模具的设计和制造工艺,确保模具的精度和表面质量,避免产生模具缺陷。四川灰口铸铁厂