-
 屏蔽罩激光锡丝机报价
发布时间:2026.07.26
屏蔽罩激光锡丝机报价
发布时间:2026.07.26
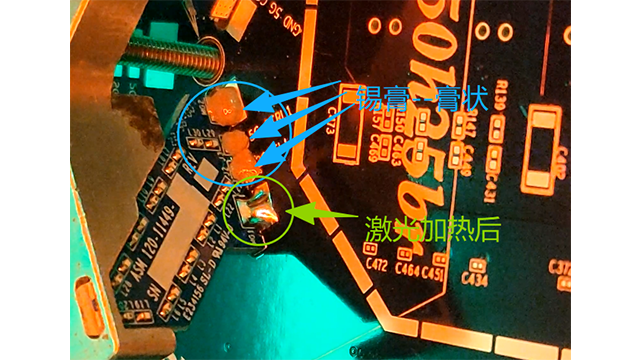
客观评估锡膏激光焊锡技术的适用性,是做出正确技术选型的前提。该技术的优势集中在精度与柔性:非接触式加工避免产品应力损伤与化学污染;局部快速加热对周围元件热影响小;通过软件编程可轻松适应不同的焊盘图形。...
-
 磁头送锡丝激光焊厂家联系方式
发布时间:2026.07.25
磁头送锡丝激光焊厂家联系方式
发布时间:2026.07.25
线材存放时间长了,表面氧化层会阻碍焊锡润湿性,直接使用锡丝自动化焊接很容易出现虚焊。解决这个问题的关键是在焊接前去除氧化层。常见的做法是在线材进入焊接工位前增加激光去漆或等离子清洗工序,将表面氧化层去...
-
 广东软硬电路板激光锡球采购
发布时间:2026.07.22
广东软硬电路板激光锡球采购
发布时间:2026.07.22
精密焊接价格差异主要体现在三个维度:关键部件配置、工艺软件成熟度、定制化深度。激光器用国产还是进口,温控模块响应速度是毫秒级还是秒级,运动控制卡是脉冲型还是总线型,这些直接决定设备稳定性和寿命。软件层...
-
 重庆磁头送锡丝激光焊设备制造商
发布时间:2026.07.20
重庆磁头送锡丝激光焊设备制造商
发布时间:2026.07.20
筛选锡膏激光焊锡供应商,是一个构建长期生产伙伴关系的过程。可靠的供应商不只提供设备,更贡献其工艺知识库与工程经验。他们能协助分析产品设计中的可制造性,提前预警潜在的焊接风险。其设备应经过严格的老化测试...
-
广东3c电子点锡膏激光焊生产厂家
发布时间:2026.07.16
TWS耳机充电仓内部空间紧凑,电池、磁铁、PCB板挤在一起,留给焊接的空间有限。传统烙铁头可能难以伸入,即使伸入也容易碰伤旁边的小元件。激光锡环机采用光纤传输激光,激光头可以做得很小,从不同角度照射到...
-
 江浙沪激光锡环
发布时间:2026.07.15
江浙沪激光锡环
发布时间:2026.07.15
3C产品芯片封装越来越小,QFN、CSP底部焊盘不可见,焊接压力、温度稍有偏差就可能导致虚焊或桥接。未来趋势是更精细的控温和压力闭环。自动热压焊机能精确控制压头和温度,通过热电偶实时监测,保证每个焊点...
-
四川摄像头激光锡膏报价
发布时间:2026.07.13
元器件焊接工作站需要集成自动上下料、视觉定位、焊接和检测功能,形成闭环生产单元。问题是如何确保各模块节拍匹配和通信兼容,否则会出现视觉定位完成了、焊接头还在忙,或者检测数据传不到MES系统。集成式工作...
-
 屏蔽罩激光锡环机工作站
发布时间:2026.07.10
屏蔽罩激光锡环机工作站
发布时间:2026.07.10
手工绕制的无线充线圈,引线位置可能存在偏差,自动化设备若按固定坐标焊接,容易导致偏位不良。应对来料一致性差的问题,设备需依赖视觉引导:CCD相机识别每根引线的实际位置,运动机构根据识别结果动态调整焊接...
-
广东TWS激光锡丝
发布时间:2026.07.09
一块板上大焊点和微焊点需要的锡量可能差好几倍,如果设备只能固定出锡量,要么大焊点虚焊,要么小焊点连锡。好的自动感应出锡焊锡机具备编程能力,可以在运动过程中动态调整送锡速度和送锡量,甚至配合视觉系统识别...
-
 DIP工艺激光锡膏成功案例
发布时间:2026.07.05
DIP工艺激光锡膏成功案例
发布时间:2026.07.05
Type-C连接器引脚细密,焊点高度如果参差不齐,会影响后续组装和密封。传统烙铁焊接,焊锡量靠手工控制,每个焊点的高度和形状可能存在差异。激光锡丝机通过程序精确控制送丝长度和激光能量,能使每个焊点的锡...
-
江浙沪屏蔽罩送锡丝激光焊报价
发布时间:2026.07.01
汽车电子对安全与可靠性的要求极高,这直接体现在其生产制造的每一个环节。一条现代化的汽车电子激光焊锡膏设备生产线,其关键价值在于实现极高过程一致性与完整的数据可追溯性。从锡膏点涂的精度控制,到激光焊接参...
-
咪头点锡膏激光焊打样
发布时间:2026.06.27
采购激光锡环设备,采购的不*是硬件,还包括一个经过验证的工艺参数库。有些设备引入后,需要投入较多时间摸索参数,一个焊点调试较长时间,影响效率。而经验丰富的供应商,会提供一套覆盖常见产品和焊盘的参数库。...
-
 江浙沪在线式激光锡球机整线
发布时间:2026.06.26
江浙沪在线式激光锡球机整线
发布时间:2026.06.26
高速线缆生产的特点是量大、焊点多,对节拍要求较高。激光锡球机速度快是其优势,但还需要保证每个焊点的质量。在高速生产中,设备长时间连续运行可能出现温度漂移或机构磨损,导致焊点质量波动。选设备时,可以考察...
-
江浙沪咪头送锡丝激光焊采购
发布时间:2026.06.26
射频天线对焊点质量较为敏感,焊点空洞、形状不一致均可能影响信号损耗。自动感应出锡焊锡通过精确控制锡量,保证焊点饱满且形状一致,减少信号反射。激光焊锡非接触加热,避免烙铁寄生电容影响射频特性。焊接过程快...
-
广东FPC激光激光锡球设备
发布时间:2026.06.26
易损件管理关键是“预判”:根据设备运行时间和耗材寿命,提前采购备件。比如热压焊加热片通常能用几万次,接近寿命终点时提前买好备用,等坏了直接换,不用等快递。保护镜片、送锡嘴这些小件也建议常备。同时要确认...
-
深圳自动激光锡球机成功案例
发布时间:2026.06.24
设备再稳定,总会有需要服务的时候。特别是对于自动化产线,设备停机可能带来较大损失。采购时,除了设备本身,还可以评估供应商的服务网络和响应速度。工厂在深圳,供应商如果只有北方有办事处,工程师到达现场的时...
-
深圳微型马达激光焊锡机
发布时间:2026.06.24
具体案例能生动展现锡丝/锡膏激光焊工艺解决复杂问题的能力。曾有连接器制造商面临难题:需要在耐高温塑料壳体上焊接多根不同材质的导线,传统方式因热传导差异导致虚焊或壳体变形。采用点锡膏与送丝激光焊组合工艺...
-
 咪头激光锡丝机性价比
发布时间:2026.06.23
咪头激光锡丝机性价比
发布时间:2026.06.23
技术实力可以从小细节看出端倪:比如问他们怎么应对高反材料的激光焊接,有经验的供应商会讲如何调整光斑模式或加装防反保护装置,而不是简单说“功率大就行”。再比如聊到温度控制,他们能否解释热电偶的安装位置对...
-
深圳线材激光锡丝机性价比
发布时间:2026.06.23
TWS耳机充电仓内部空间紧凑,电池、磁铁、PCB板挤在一起,留给焊接的空间有限。传统烙铁头可能难以伸入,即使伸入也容易碰伤旁边的小元件。激光锡环机采用光纤传输激光,激光头可以做得很小,从不同角度照射到...
-
 重庆磁头激光锡环源头厂家
发布时间:2026.06.20
重庆磁头激光锡环源头厂家
发布时间:2026.06.20
汽车电子制造对焊接一致性的要求没有妥协余地,尤其在线束与传感器端子焊接环节。焊点必须牢固且电阻稳定,同时不能损伤线材绝缘层。自动送锡丝激光焊工艺将程序化运动控制与非接触加热结合,通过设备精确传送锡丝并...
-
四川激光锡球整线
发布时间:2026.06.18
激光喷锡球焊接的速度优势源于其工艺逻辑:锡球尺寸固定,供锡量无需在线测量;锡球与激光同步触发,熔化与落点同步完成;无送丝机构往复运动,运动路径较短。耐斯特喷锡球激光焊机采用高精度运动控制系统,锡球喷射...
-
珠三角TWS激光锡环设备
发布时间:2026.06.17
3C产品芯片封装越来越小,QFN、CSP底部焊盘不可见,焊接压力、温度稍有偏差就可能导致虚焊或桥接。未来趋势是更精细的控温和压力闭环。自动热压焊机能精确控制压头和温度,通过热电偶实时监测,保证每个焊点...
-
 江浙沪高频天线送锡丝激光焊供应商
发布时间:2026.06.16
江浙沪高频天线送锡丝激光焊供应商
发布时间:2026.06.16
激光焊锡的工艺边界已从消费电子延伸至汽车电子、新能源、通信设备等领域。汽车NTC温度传感器插针焊接,要求焊点耐振动、耐高温,激光焊锡热影响小、焊点致密,满足车规级可靠性要求;新能源连接器焊线,涉及铝基...
-
四川自动激光锡环机
发布时间:2026.06.15
MEMS麦克风(咪头)对热敏感,焊接温度过高会损坏内部振膜。经验表明,激光焊锡瞬间加热,热影响极小,适合焊接咪头焊盘。操作时需精确控制脉冲宽度和能量,脉冲太宽热量累积,能量过高损伤振膜。麦克风厂采用激...
-
珠三角电声器件激光锡环应用范围
发布时间:2026.06.14
精密焊接设备交付周期取决于设备类型和定制深度。标准机比如桌面式热压焊机,仓库有现货的话一周内能发货。非标定制就得按流程来:先打样确认工艺,再设计夹具、出图、加工、装配、调试,末尾跑老化测试,一套下来四...
-
 广东DIP工艺激光锡膏报价
发布时间:2026.06.13
广东DIP工艺激光锡膏报价
发布时间:2026.06.13
非标定制怕的是双方信息不对称,反复改方案浪费时间。想高效推进,建议把这几样东西备齐:产品3D图或实物样品、来料形态(散料/编带/托盘)、每日目标产能、以及较难焊接部位的详细照片。尤其要把工艺卡点说透,...
-
深圳SMT后工艺激光锡丝机整线
发布时间:2026.06.12
电路板上,除了需要焊接的焊点,旁边可能紧挨着塑料连接器、电解电容或BGA芯片。这些元件对热较敏感。点锡膏激光焊时,需要评估精确加热的能力,即能否只加热焊点而对旁边几毫米外的塑料件影响很小。这取决于几个...
-
珠三角电声器件激光锡膏厂家联系方式
发布时间:2026.06.12
采购合同的完备性是项目交付质量的法律保障。关键条款应包括:设备验收标准(按打样效果还是按技术协议)、工艺指标(Cycle time、产品合格率)、达不到指标的处理方式(整改期限、退货条件);保修范围(...
-
珠三角高频天线激光锡丝生产厂家
发布时间:2026.06.12
设备价格谈判不应只关注总价,还可以关注价值构成。显性成本包括设备本体、激光器、运动控制、治具;隐性成本包括打样费、安装调试差旅费、操作培训费、保修期满后的备件价格。耐斯特报价单明确区分设备配置清单、服...
-
深圳送锡丝激光焊报价
发布时间:2026.06.10
焊接设备价格从几万到几十万不等,差异主要在于激光器品牌、运动控制精度、视觉系统配置以及软件功能。采购时不能只看初始价格,要算综合成本:低配设备可能良率低、维修频繁、能耗高,算下来单件成本反而更贵。经验...