-
 天津工业全自动打磨机器人工作站维修
发布时间:2026.02.12
天津工业全自动打磨机器人工作站维修
发布时间:2026.02.12
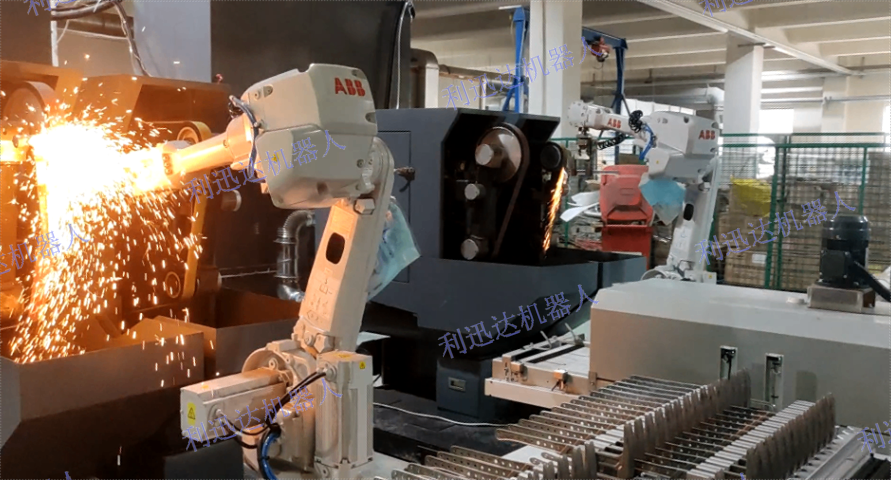
技术融合推动自动化打磨持续进化 随着制造业对品质和效率要求的不断提高,全自动打磨机器人工作站已不再是单一技术的应用,而是多种技术融合发展的结果。力控技术为机器人提供了柔顺、安全的接触能力,视...
-
 桂林定做全自动打磨机器人工作站设备价钱
发布时间:2026.02.05
桂林定做全自动打磨机器人工作站设备价钱
发布时间:2026.02.05
机器人打磨抛光推动生产方式升级 引入全自动打磨机器人工作站,对制造企业而言并不仅*是将某一道工序实现自动化,更重要的是推动整体生产方式向标准化、数据化和系统化方向升级。传统人工打磨高度依赖个...
-
 河北直销双立柱/三立柱机台
发布时间:2026.01.29
河北直销双立柱/三立柱机台
发布时间:2026.01.29
力控技术在表面处理工艺中的演进与利迅达的应用力控技术在机器人表面处理领域的发展,经历了从“位置控制”到“被动顺应”再到“主动力控”的演进过程,而利迅达应用的“0-200N恒定气动力控”属于...
-
 珠海通用双立柱/三立柱机台服务
发布时间:2025.12.23
珠海通用双立柱/三立柱机台服务
发布时间:2025.12.23
广东利迅达机器人系统股份有限公司,以其前沿品牌“AUTOBOTY”和深厚的技术底蕴,在中国工业自动化领域占据了重要的一席之地。公司专注于为制造业提供高效、可靠的机器人系统解决方案,其双立柱...
-
 深圳小型打磨去毛刺设备销售厂家
发布时间:2025.12.13
深圳小型打磨去毛刺设备销售厂家
发布时间:2025.12.13
人机交互界面的情境感知进化新一代界面通过摄像头感知操作者身份,自动调取个性化设置。当检测到新手操作时,系统会提供更详细的指导提示;**模式则隐藏辅助信息展示专业参数。情绪识别算法还能通过面...
-
 阳江直销双立柱/三立柱机台服务热线
发布时间:2025.12.10
阳江直销双立柱/三立柱机台服务热线
发布时间:2025.12.10
利迅达机器人在国家“智能制造”战略中的角色定位在中国推行“中国制造2025”和“智能制造”国家战略的大背景下,利迅达机器人这样的企业及其产品扮演着至关重要的“践行者”与“赋能者”角色。国家...
-
 广西通用双工位砂带机打磨设备方案
发布时间:2025.12.08
广西通用双工位砂带机打磨设备方案
发布时间:2025.12.08
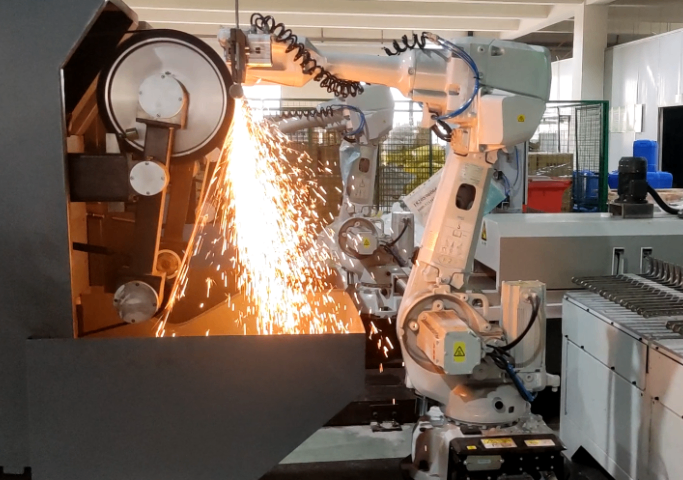
从打磨到抛光的转换双工位砂带机打磨设备通过集成自动送蜡机构,可实现从打磨到抛光的无缝转换。打磨主要用于去除工件毛刺和粗糙表面,而抛光则专注于提升光洁度和美观度。转换过程中,用户只需启用送蜡...
-
 南宁一体化双工位砂带机打磨设备
发布时间:2025.12.05
南宁一体化双工位砂带机打磨设备
发布时间:2025.12.05
高精度力控系统的技术优势与应用价值设备所搭载的高精度力控系统**了当前自动化打磨领域的**水平,它是实现高质量、一致性打磨效果的关键技术保障。该系统的**由高响应的多维力传感器、精密的电-...
-
 中国台湾大型大型铸件去毛刺设备批量定制
发布时间:2025.11.05
中国台湾大型大型铸件去毛刺设备批量定制
发布时间:2025.11.05
在毛刺去除彻底性上,设备解决传统人工清理的残留痛点:挖掘机动臂的多组焊缝(厚度 15-25mm)易残留焊渣毛刺(高度 3-8mm),人工打磨难以触及焊缝根部,易导致后续销轴装配卡滞;设备采用高压水射流...
-
 福建多功能大型铸件去毛刺设备推荐货源
发布时间:2025.10.30
福建多功能大型铸件去毛刺设备推荐货源
发布时间:2025.10.30
大型铸件去毛刺设备的柔性适配能力,通过打破 “单一设备对应单一铸件” 的局限,从加工场景切换、多需求响应、复杂工况应对三方面提升作业灵活性,完美适配风电、重型机械领域多规格铸件加工。在铸件规格切换灵活...
-
 辽宁定做大型铸件去毛刺设备生产企业
发布时间:2025.10.26
辽宁定做大型铸件去毛刺设备生产企业
发布时间:2025.10.26
进程中的实时调节是把控的关键:系统集成压力、位移、温度等 12 类传感器,每秒采集 10 组数据并与标准阈值比对。若高压水射流压力偏离 ±5MPa 区间,立即触发液压阀自动校准;清理塔筒法兰密封面时,...
-
 广东哪里有大型铸件去毛刺设备质量
发布时间:2025.10.18
广东哪里有大型铸件去毛刺设备质量
发布时间:2025.10.18
大型铸件(如挖掘机动臂、起重机转台,单重 5-50 吨、结构含复杂腔室)的人工去毛刺存在多重效率瓶颈,而设备通过针对性设计,从根源上解决这些问题。人工清理的首要局限是操作适配性差:大型铸件体积庞大,人...
-
 广东定做大型铸件去毛刺设备哪里有
发布时间:2025.10.17
广东定做大型铸件去毛刺设备哪里有
发布时间:2025.10.17
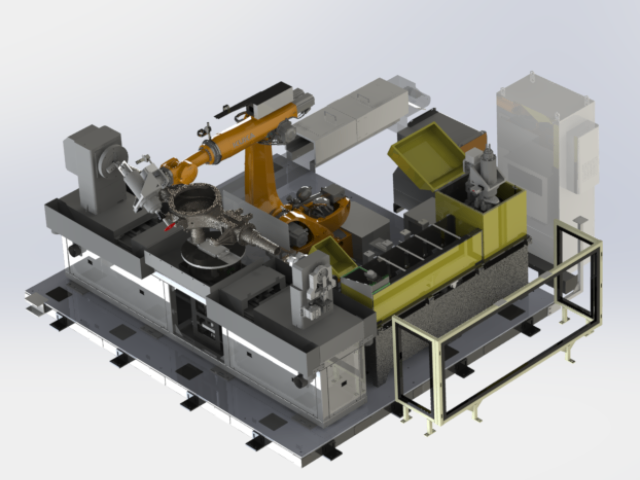
大型铸件去毛刺设备针对不同规格大型铸件(重量 5-50 吨、长度 0.5-15 米、结构涵盖平板类 / 腔室类 / 异形类)的加工需求,通过模块化设计与智能调节,实现全规格覆盖适配。在机械架构适配性上...
-
福建常见大型铸件去毛刺设备哪家强
发布时间:2025.10.17
耗材成本方面,设备实现资源高效利用:人工依赖角磨机砂轮、气铲铲头,1 台轮毂清理需消耗 5-8 片砂轮(单价 20 元 / 片)、2-3 个铲头(单价 50 元 / 个),耗材成本约 250 元;设备...
-
辽宁加工大型铸件去毛刺设备联系人
发布时间:2025.10.16
在作业速度上,设备实现 “量级突破”:针对挖掘机动臂(长 8-12 米,含深腔窄缝毛刺),人工依赖角磨机 + 气铲清理需 8-12 小时,且深腔底部 10cm 以上毛刺无法去除;设备通过 3D 扫描定...
-
中国台湾多功能大型铸件去毛刺设备销售厂家
发布时间:2025.10.14
在工艺模块的表面保护设计上,各模块针对材质特性定制方案:处理铝合金轻型工程机械壳体(表面硬度低、易留划痕)时,打磨模块采用硅胶包覆的柔性磨头,磨头硬度控制在邵氏 60-70A,配合≤30N 的自适应压...
-
河北机械大型铸件去毛刺设备性价比
发布时间:2025.10.13
大型铸件(如挖掘机动臂、起重机转台,单重 5-50 吨、结构含复杂腔室)的人工去毛刺存在多重效率瓶颈,而设备通过针对性设计,从根源上解决这些问题。人工清理的首要局限是操作适配性差:大型铸件体积庞大,人...
-
中国台湾购买大型铸件去毛刺设备厂家价格
发布时间:2025.10.13
耗材成本方面,设备实现资源高效利用:人工依赖角磨机砂轮、气铲铲头,1 台轮毂清理需消耗 5-8 片砂轮(单价 20 元 / 片)、2-3 个铲头(单价 50 元 / 个),耗材成本约 250 元;设备...
-
 河北机械大型铸件去毛刺设备售后服务
发布时间:2025.10.11
河北机械大型铸件去毛刺设备售后服务
发布时间:2025.10.11
参数调控层面,设备内置 200 + 种铸件去毛刺参数库,通过视觉识别系统自动读取铸件型号后,10 秒内完成参数调取 —— 如处理粗大浇冒口的动臂时,自动将高压水射流压力调至 800MPa、喷嘴角度设为...
-
天津多功能大型铸件去毛刺设备加装
发布时间:2025.10.10
工艺配备实时精度校验环节:每完成一个区域清理,3D 视觉检测系统立即采集数据 —— 如扫描主轴箱深腔时,比对实际孔径与设计值,若发现因水流冲击导致的 0.02mm 偏差,立即切换至低压模式二次修正;检...