-

 安徽压铆紧固件型号
发布时间:2026.06.21
安徽压铆紧固件型号
发布时间:2026.06.21
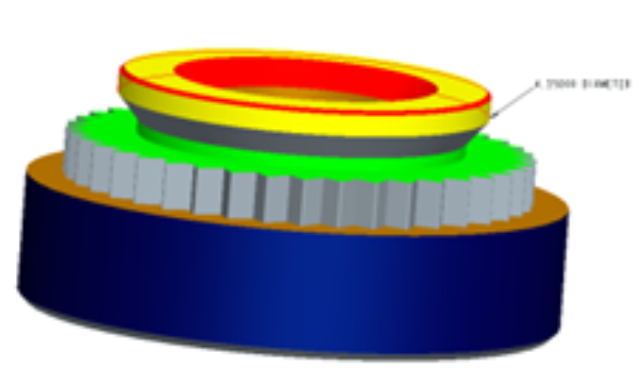
压铆件的应力分布直接影响其承载能力与使用寿命。在连接部位,材料因塑性变形产生残余压应力,这种应力状态可抑制裂纹扩展,提升抗疲劳性能;而在非连接区域,可能因形变约束存在残余拉应力,成为潜在的风险点。应力...
-
 合肥五金件压铆印一键咨询
发布时间:2026.06.18
合肥五金件压铆印一键咨询
发布时间:2026.06.18
在压铆印过程中,模具的选择和设计起着决定性的作用。模具是直接与金属板材接触并施加压力的部件,其形状、尺寸和材质直接影响着压铆印的形状、大小和精度。模具的设计需要根据压铆印的具体要求进行定制,包括印记的...
-
 压铆件推扭力设备
发布时间:2026.06.16
压铆件推扭力设备
发布时间:2026.06.16
推扭力是指在压铆过程中,紧固件对板材施加的推力以及安装完成后所需的扭力。推力确保紧固件能够牢固地嵌入板材中,而扭力则保证连接件在长期使用过程中不会松动。合适的推扭力对于保证连接的稳定性和安全性至关重要...
-
衢州压铆螺母推扭力多大
发布时间:2026.06.14
在使用过程中,如果压铆件出现推扭力不足或连接松动等故障现象时需要及时进行分析和处理。首先需要对故障现象进行仔细观察和记录以便后续分析;其次需要对可能的原因进行逐一排查如材料质量问题、结构设计不合理、安...
-
 钣金件压铆印在线咨询
发布时间:2026.06.12
钣金件压铆印在线咨询
发布时间:2026.06.12
压铆印的工艺改进是一个持续的过程。随着科技的不断进步和市场需求的变化,压铆印工艺也需要不断创新和优化。例如,通过研发新型的压铆印设备和模具,提高压铆印的效率和质量;采用先进的材料和表面处理技术,提高模...
-
河南钣金件压铆印处理工艺
发布时间:2026.06.08
压铆印的质量直接关系到产品的整体性能和使用寿命。一个优良的压铆印,不只印记清晰、规整,而且连接牢固可靠,能够承受各种复杂的力学作用。如果压铆印出现瑕疵,如印记模糊、连接松动等,可能会导致工件在使用过程...
-
 浙江压铆紧固件多少钱
发布时间:2026.06.02
浙江压铆紧固件多少钱
发布时间:2026.06.02
压铆件的应用范围还在不断拓展。除了传统的机械制造、汽车、航空航天、电子设备等领域,压铆件在新能源、轨道交通、医疗器械等新兴领域也得到了越来越多的应用。在新能源领域,如太阳能光伏设备、风力发电设备等,压...
-
 成都薄板压铆件
发布时间:2026.06.01
成都薄板压铆件
发布时间:2026.06.01
在原材料采购环节,要选择信誉良好的供应商,确保原材料的质量稳定可靠。在生产过程中,要建立完善的质量管理体系,对每一道工序进行监控和记录,及时发现和解决质量问题。在成品检测环节,要采用多种检测方法和设备...
-
 镇江压铆螺钉压铆印处理技术
发布时间:2026.06.01
镇江压铆螺钉压铆印处理技术
发布时间:2026.06.01
压铆印的工艺创新围绕提升精度、效率与适应性展开。精度提升方向包括开发高精度压力传感器(如压电式传感器)、采用多轴联动控制(如五轴数控压力机)实现复杂曲面压制;效率提升方向包括研发高速压制技术(如超声波...
-
 重庆压铆件压铆方案技术要求
发布时间:2026.05.29
重庆压铆件压铆方案技术要求
发布时间:2026.05.29
引入价值工程分析(VE),评估工艺改进对成本与性能的综合影响,例如采用轻量化铆钉虽增加材料成本,但可减少设备能耗与运输费用,整体成本可能更低。文档管理需建立电子化档案系统,记录每批次产品的压铆参数、检...
-
 无锡压铆螺钉压铆印咨询服务
发布时间:2026.05.26
无锡压铆螺钉压铆印咨询服务
发布时间:2026.05.26
压铆印,作为一种在金属加工领域普遍应用的关键工艺,有着独特的魅力与价值。它并非简单的物理操作,而是融合了力学、材料学等多学科知识的技术结晶。在工业生产中,压铆印常常承担着连接不同部件、增强结构强度的重...
-
 南宁压铆件压铆方案怎么选
发布时间:2026.05.23
南宁压铆件压铆方案怎么选
发布时间:2026.05.23
设备维护与保养是保障压铆质量的基础,需建立“日常点检-周维护-月保养”三级体系。日常点检包括检查油位、气压、冷却水流量等,记录设备运行参数;周维护需清洁设备表面、润滑传动部件、检查电气连接是否松动;月...
-
 浙江钣金件压铆印解决厂商
发布时间:2026.05.23
浙江钣金件压铆印解决厂商
发布时间:2026.05.23
在压铆印过程中,模具的选择和设计起着决定性的作用。模具是直接与金属板材接触并施加压力的部件,其形状、尺寸和材质直接影响着压铆印的形状、大小和精度。模具的设计需要根据压铆印的具体要求进行定制,包括印记的...
-
 芜湖压铆件推扭力
发布时间:2026.05.23
芜湖压铆件推扭力
发布时间:2026.05.23
压铆件,作为现代工业中不可或缺的紧固件,其工作原理是通过将螺纹螺母或螺柱压入板材的预制孔中,利用材料的冷变形实现紧固连接。推扭力作为评估压铆件性能的关键指标,直接关系到连接的强度和可靠性。推扭力的大小...
-
 江苏压铆螺母标件报价
发布时间:2026.05.23
江苏压铆螺母标件报价
发布时间:2026.05.23
在汽车制造领域,压铆件是不可或缺的重要元素。汽车的车身、底盘等部件的连接,大量采用了压铆技术。由于汽车在行驶过程中会受到各种复杂的力学作用,如振动、冲击等,因此对连接件的强度和可靠性要求极高。压铆件凭...
-
 台州面板压铆印怎么处理
发布时间:2026.05.21
台州面板压铆印怎么处理
发布时间:2026.05.21
在不同的金属材质上,压铆印会呈现出不同的效果。对于铝合金等软质金属,压铆印通常较为清晰、光滑,能够形成细腻的纹理和图案。这是因为软质金属在压力作用下更容易发生塑性变形,且变形后表面较为平整。而对于不锈...
-
安徽钣金件压铆印解决单位
发布时间:2026.05.20
从美学角度来看,压铆印为金属制品增添了一份独特的艺术气息。在设计师的巧妙构思下,压铆印可以呈现出各种精美的图案和纹理,如几何图形、自然元素等。这些图案不只丰富了金属制品的视觉效果,还赋予了其独特的文化...
-
 南宁压铆螺母厂家电话
发布时间:2026.05.19
南宁压铆螺母厂家电话
发布时间:2026.05.19
压铆件的工作原理基于机械压力与材料变形的相互作用。当将压铆件安装到预先加工好的孔洞中时,通过特定的压铆设备施加压力,使压铆件的尾部发生塑性变形。这种变形使得压铆件紧紧地卡在孔洞中,与被连接件形成牢固的...
-
安徽压铆螺钉压铆印解决方案
发布时间:2026.05.17
压铆印的经济性体现在设备投资、运营成本与生产效率的平衡。设备投资方面,手动液压机成本低,适合小批量生产;数控压力机与机器人系统成本高,但适用于大批量、高精度需求,长期看可降低单件成本。运营成本包括能耗...
-
 合肥压铆螺钉压铆印怎么解决
发布时间:2026.05.16
合肥压铆螺钉压铆印怎么解决
发布时间:2026.05.16
压铆印与金属的表面处理工艺相互配合,能够创造出更加丰富的视觉效果。例如,在经过压铆处理的金属表面进行喷漆、电镀等表面处理,可以使压铆印更加突出或与周围表面形成对比。喷漆工艺可以为压铆印增添色彩,使其更...
-
 江苏压铆件多少钱
发布时间:2026.05.15
江苏压铆件多少钱
发布时间:2026.05.15
不同材料的压铆特性差异明显,需针对性调整工艺参数。铝合金因塑性变形能力强、回弹小,成为压铆件的常用材料,但其较低的硬度要求模具具备更高耐磨性;不锈钢硬度高、延展性差,需通过预热或提高压力降低压铆难度,...
-
马鞍山花齿类压铆件推扭力标准
发布时间:2026.05.15
为了进一步提高压铆件的推扭力和连接性能,需要进行优化设计。这包括改进材料配方、优化结构设计、改进安装工艺等方面。通过采用强度高的、高硬度的材料,可以提高压铆件的推扭力承载能力;通过优化结构设计,可以减...
-
 杭州压铆螺柱报价
发布时间:2026.05.15
杭州压铆螺柱报价
发布时间:2026.05.15
电子设备制造业也是压铆件的重要应用领域之一。随着电子产品的不断小型化和集成化,对零部件的安装精度和可靠性要求越来越高。压铆件以其小巧的尺寸和精确的安装方式,能够满足电子设备内部复杂电路板和外壳的连接需...
-
 舟山钣金压铆螺柱方案设计
发布时间:2026.05.14
舟山钣金压铆螺柱方案设计
发布时间:2026.05.14
质量检测是压铆方案中不可或缺的环节,它能够及时发现压铆过程中出现的质量问题,并采取相应的措施进行改进。质量检测的内容包括压铆后的零件尺寸精度、表面质量、连接强度等方面。尺寸精度检测可以通过卡尺、千分尺...
-
 淮安压铆螺钉推扭力检测
发布时间:2026.05.14
淮安压铆螺钉推扭力检测
发布时间:2026.05.14
随着科技的不断进步和应用需求的不断变化压铆件推扭力的创新与发展将成为一个重要的研究方向。通过创新可以开发出具有更高性能、更环保、更智能化的压铆件以满足更加普遍和复杂的应用需求。同时随着行业的发展和市场...
-
 合肥钣金压铆紧固件定制
发布时间:2026.05.12
合肥钣金压铆紧固件定制
发布时间:2026.05.12
随着环保意识的日益增强,压铆件的环保与可持续性也成为其发展的重要方向。这要求压铆件在材料选择、制造工艺、使用过程及废弃处理等方面都需考虑环保因素。例如,选择可回收材料、采用低碳制造工艺、减少有害物质排...
-
江苏压铆销钉压铆印处理工艺
发布时间:2026.05.08
压铆印的安全操作是保障生产顺利进行的重要前提。在压铆印操作过程中,涉及到高压、高速等危险因素,如果操作不当,可能会引发安全事故,对操作人员的生命安全和设备造成损害。因此,企业需要制定严格的安全操作规程...
-
合肥压铆螺钉制造商
发布时间:2026.05.07
压铆件常见的缺陷包括裂纹、松弛、形变不足等,其形态与成因密切相关。裂纹通常表现为连接部位的可见裂痕,多因压力过大、材料韧性不足或模具设计缺陷引发;松弛则表现为连接部位松动,可能由预紧力不足、材料蠕变或...
-
 亳州压铆方案设计
发布时间:2026.05.05
亳州压铆方案设计
发布时间:2026.05.05
压铆方案的关键目标是通过机械力将铆钉与被连接件紧密结合,形成不可拆卸的长久性连接,确保结构强度与稳定性。其基础框架需围绕材料适配性、工艺参数优化及质量控制三个维度展开。首先,材料选择需考虑被连接件的材...
-
湖州薄板钣金压铆方案技术要求
发布时间:2026.05.04
压铆工艺的标准化需构建涵盖术语定义、工艺规范、检验方法及设备要求的完整体系,通过国家标准(GB)、行业标准(JB)或企业标准(Q/)的形式固化技术成果。国际化对接需参考国际标准(如ISO、DIN、AS...