标签列表 - 深圳市捷承电子材料有限公司
-
 十字头滑轮PA66尼龙板材料
十字头滑轮PA66尼龙板材料深圳市捷承电子材料有限公司推出的PA66尼龙板,以聚酰胺66(PA66)为主要材料,通过精密工艺加工而成,展现出优越的机械性能与加工优势。该板材具备强度、高刚性以及优异的抗冲击性,拉伸强度可达80-90 MPa,弯曲模量达到2.5-3 GPa,在承受较大外力时仍能保持结构稳定,适用于替代部分金属材料以实现轻量化设计。同时,其耐磨性与自润滑性表现突出,摩擦系数低,能够在无润滑或润滑条件较差的环境下长期稳定运行,降低设备维护成本。在热学性能方面,PA66尼龙板熔点高达260°C,未增强型号可在80-120°C温度范围内短期使用,增强型号长期使用温度可达150-180°C,适用于高温工作环境。此外,...
发布时间:2026.07.02 -
 甘肃板材PA66尼龙板
甘肃板材PA66尼龙板在新能源汽车对减重需求驱动下,长玻纤增强尼龙(LFT-PA)正革新传统金属结构件。PA66-GF50制成的前端模块支架集成冷却风扇安装座、大灯调节机构等15-20个功能位,相比钢制部件减重50%以上。通过结构拓扑优化和模流分析技术,尼龙构件在保证碰撞安全性的同时,实现多部件集成化设计。沃尔沃XC90的座椅骨架采用PA6碳纤维复合材料,在维持同等强度下较金属方案降低30%重量。这种材料创新使整车续航提升2-3%,同时降低零部件加工能耗,契合可持续发展理念。体育器材领域,PA66尼龙板用于制作半硬型保护用具,提供运动员安全防护。甘肃板材PA66尼龙板尼龙是地毯的常用材料之一。其染色性好,能够呈现出...
发布时间:2025.12.07 -
 山东密度PA66尼龙板
山东密度PA66尼龙板PA66尼龙板作为一种高性能工程塑料板材,在现代工业与制造业中占据着举足轻重的地位。其独特的分子结构赋予了它优越的物理与化学性能,使得PA66尼龙板在众多领域展现出非凡的应用价值。首先,从机械性能来看,PA66尼龙板拥有强度、高韧性以及优异的耐磨性,能够承受较大的载荷与冲击力,确保设备长期稳定运行,减少因磨损导致的停机维修时间,提高整体生产效率。在热稳定性方面,PA66尼龙板同样表现出色,能够在较宽的温度范围内保持稳定的物理性能,不易变形或软化,这对于需要承受高温环境的应用场景尤为重要,如汽车发动机周边部件、电子电器设备的散热结构等。此外,其良好的电绝缘性能,使得PA66尼龙板成为电气绝缘材料...
发布时间:2025.11.21 -
 湖南十字头滑轮PA66尼龙板
湖南十字头滑轮PA66尼龙板随着核能技术的发展,对耐辐射材料的需求日益增长。PA66尼龙板通过特殊的配方设计和加工工艺,获得了优异的耐辐射性能。在核电站中,它可以用于制造一些辅助设备的外壳、屏蔽材料等。在核辐射环境下,普通材料容易发生性能劣化,而耐辐射PA66尼龙板能够保持稳定的物理和化学性能,确保设备正常运行。此外,在核医学领域,也可用于制作一些辐射防护用品和设备部件,为核能的安全利用提供材料支持。在电子精密制造过程中,静电会对电子元件造成严重损害,影响产品质量和可靠性。具有抗静电性能的PA66尼龙板应运而生。它通过添加抗静电剂或采用特殊的表面处理技术,使材料表面电阻率降低,能够有效防止静电积累和放电。在电子芯片制造车...
发布时间:2025.11.05 -
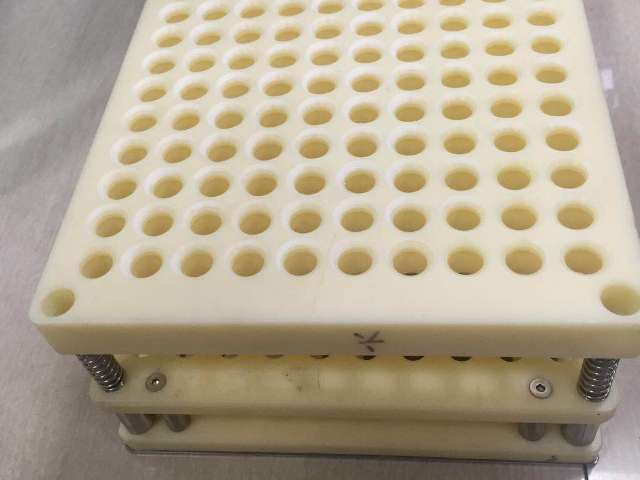
 湖南尼龙垫块PA66尼龙板定制尺寸
湖南尼龙垫块PA66尼龙板定制尺寸塑胶尼龙材料因其优异的机械性能和自润滑特性,在工业齿轮传动系统中扮演着重要角色。与传统金属齿轮相比,尼龙齿轮具有重量轻、噪音低、无需额外润滑等***优势。在食品加工机械中,尼龙齿轮完全符合卫生标准,不会污染产品,且耐腐蚀性能优异。工程级尼龙通过添加玻璃纤维增强后,其抗弯强度可提升至200MPa以上,完全满足重载工况需求。在纺织机械领域,尼龙齿轮的静音特性尤为重要,可将工作噪音控制在65分贝以下。注塑成型的工艺优势使得复杂齿形的一次成型成为可能,**降低了生产成本。值得一提的是,尼龙材料对冲击载荷的良好吸收能力,有效保护了传动系统其他部件,延长了设备整体使用寿命。化工设备管道、阀门等用PA66尼...
发布时间:2025.10.27 -
 陕西浇筑MCPA66尼龙板
陕西浇筑MCPA66尼龙板在公共卫生和个人卫生意识不断增强的背景下,具有灭菌性能的PA66尼龙板应运而生。通过添加灭菌剂或采用特殊的表面处理技术,PA66尼龙板能够抑制细菌、霉菌等微生物的生长繁殖。在医疗、食品加工、公共交通等领域,灭菌PA66尼龙板被广泛应用于制作医疗器械表面、食品接触部件、公共交通工具的扶手、座椅等。它有效减少了交叉影响的风险,保障了人们的健康安全,为卫生领域的发展带来了新的活力。传统尼龙材料多为不透明或半透明状态,而经过特殊工艺处理的PA66尼龙板实现了高透明性能。这种高透明PA66尼龙板具有优异的光学性能,如高透光率、低雾度等,使其在光学领域展现出巨大的应用潜力。它可以用于制造光学镜片、照明设备...
发布时间:2025.08.27