商机详情 -
四川数控加工刀具
PCD刀具材料的选择对刀具的寿命,加工效率,加工质量和加工成本产生了很大的影响,切割刀时应承受高压,高温,摩擦,冲击和振动等作用。因此,PCD刀具材料应具有以下基本性能:1、抗压强度和韧度。刀具材料应有着较高的抗压强度和韧度,以承载割切力,冲击力和振荡,并预防数控刀具韧性断裂和没有响应。2、耐高温性。刀具材料耐高温性,能够承载高割切环境温度,并有着的抗氧化能力。3、硬度和耐磨性。刀具材料的硬度标准一定要大于产品工件材质的硬度标准,一般来说标准在60hrc硬度以上的。刀具材料的硬度标准越高,抗磨性就好。伴随轻量化的快速发展,大量的铝合金材料被使用于汽车零件生产中,给切刀造成了艰巨考验。PCD材质有着非常高抗磨性,低动摩擦因数和高导热能力等性能,使PCD刀具有着的割切使用性能,非常高的工作效率和的产品制作加工品质,并使其变为铝合金型材加工零件的宜之选。并且,它为汽车业零配件的高效化,精度高,高表层品质和成本低标准出具了适宜保障。其工艺性能和经济效益。刀具材料应有着的铸造使用性能,热处理工艺使用性能和电焊使用性能;有磨砂制作加工使用性能等,并追寻性能高价比。PCD(聚晶金钢石)数控刀具是属于金刚石刀片的1种。CBN又叫聚晶立方氮化硼超硬刀具,用于精加工。四川数控加工刀具

中国刀具市场被冠以便宜没好货,是因为只看到了表层,做到便宜,还能盈利,就要认真分析中国刀具市场。所谓“赢利的刀具”应该具备的特性除了生产效率、产品性能等要素外,降低刀具成本也是一个至关重要的因素。东风汽车公司发动机厂自1988年使用PCBN刀具后,其效果一直保持稳定,较好地解决了引进设备的刀具国产化问题。随着中国汽车制造业的高速发展,国内刀具行业也异常活跃,蓬勃发展,国内外的刀具公司都看中了中国这个大市场,但这些外国刀具公司在刚进入中国时,对中国超硬刀具市场的发展估计并不足,有的是委托中国代理商销售一部分刀具,售后服务等工作还未能有力跟上,另外以瓦萨琪公司为在广佛地区为首的专业做超硬刀具的公司也同样在顺德设立了生产工厂,专门进行超硬刀具如金刚石刀具和CBN刀具的加工和修磨工作,产品质量尤胜进口刀具,其业务量也很大,帮助不少客户解决了超硬刀具的修磨工作。四川数控加工刀具PCD成型钻绞刀,可以省去粗加工刀具,直接一刀成型,为客户节省了更多的加工时间。

金刚石工具主要用于铝、铜、镁及其合金、硬质合金和高耐磨纤维增塑材料、金属基复合材料、木材等非金属材料的车削加工。切削速度、进给速度和深度加工条件取决于工件材料和硬度。主要用于有色金属、硬质合金、陶瓷、非金属材料(塑料、硬质橡胶、碳棒、木材、水泥制品等)的切削加工,主要用于人造聚晶金刚石复合板(PDC)的性能和应用接近PCD刀具。由于金刚石颗粒要求有一些残留的粘结金属和石墨,其中粘结金属以聚结或叶脉分布会降低工具的耐磨性和寿命。除此之外,还有溶剂金属残留,溶剂金属与金刚石表面直接接触。降低(PDC)的抗氧化能力和刀具的耐热温度,因此刀具的切削性能不稳定。由于金刚石与低熔点金属及其合金之间具有较高的界面能,因此制备金刚石厚膜刀具的工艺复杂。普通低熔点焊料合金很难浸润金刚石。可焊性极差,难以制成复杂的几何形状刀具,因此无法在高速铣削中使用TDF焊接刀具。由于金刚石涂层工艺除了具有优良的力学性能外,还可以用于高速加工,如铝钛合金航空材料和石墨电极等。金刚石涂层工艺可以制备任何复杂形状的铣刀。
非标刀片类:非标PCD刀片、非标CBN刀片、非标螺纹刀片、非标槽刀片、非标车刀片、非标铣刀片;2、焊接类:铰刀、成型刀、钻头、螺纹刀具等;3、全体硬质合金类:非标钻头、非标台阶钻、非标铰刀、非标铣刀、非标成型刀、非标阶梯铰刀、小零件刀具;4、舍弃式刀杆刀盘:非标倒角钻、非标钻、非标台阶钻、非标成型刀、非标成型刀、非标镗刀、各种非标铣刀盘、各种非标铣刀杆等等。此外,非标刀具跟正常的硬质合金刀具不同,打造非标刀具运用的资料也有必定的要求的。PCD刀具可以承受更高的线速度,所以,可以明显提升加工效率。
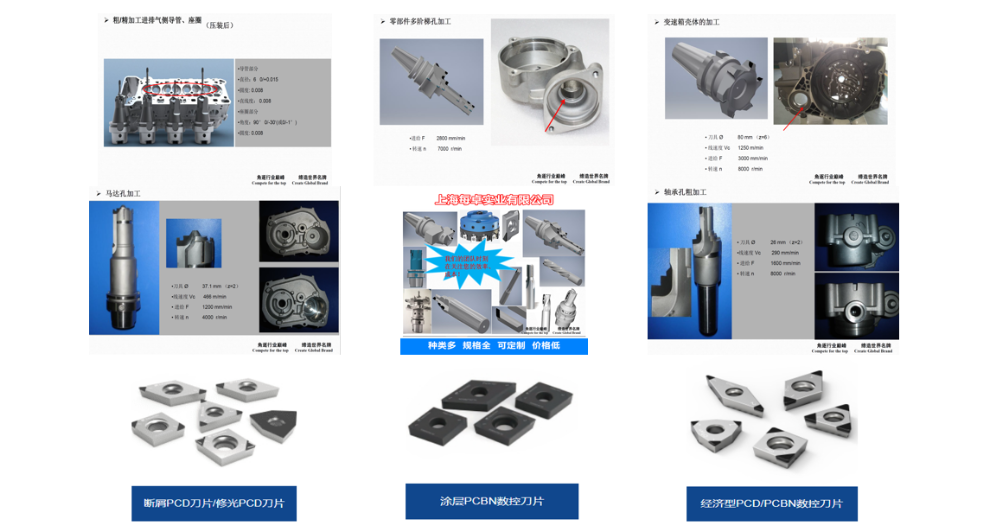
CBN立方氮化硼刀片性能特点CBN立方氮化硼刀片的突出优点就是硬度高、红硬性好,因此有着普通刀具所不具备的特点。(1)硬度高,耐磨性好。CBN立方氮化硼刀片的硬度*次于金刚石,与PCD刀具统称为超硬刀具。CBN立方氮化硼刀片适合加工原来只能磨削的高硬度黑色金属材料,可以获得较好的表面质量。(2)热稳定性好。CBN立方氮化硼刀片的耐热性可达1400~1500℃,比金刚石的耐热性高出一倍,是刀具中耐热比较好的,因此可用来高速车削。(3)化学稳定性好。CBN立方氮化硼刀片惰性高,与铁系材料在1200~1300℃也不会发生化学反应,高温切削时不会出现急剧磨损现象。(4)热导性好。CBN立方氮化硼刀片的热导性好,**高于高速钢和硬质合金,并且随着切削速度的提高,导热系数也会随之增加,有利于降低切削区温度,减少扩散磨损。(5)摩擦系数低。CBN立方氮化硼刀片的摩擦系数较低,切削时产生的切削力小,可有效提高表面质量。致力于为客户提供稳定品质的孔加工刀具。四川数控加工刀具
非标刀具在切削过程中会由于各种因素而磨损,缩短使用寿命。四川数控加工刀具
铣刀尽量选择大的背带刀的量,再选择更大的进给量。一是经过查手册,能够查进给量、切削速度、刀具的运用时间。手册中的数据只能作为参考。手册中的数据是经过在特定条件下停止切削实验制造的数学模型。详细运用条件和实验条件与我们的实践运用状况不同。必需依据实践加工状况停止一定的修正,同时在反复运用中,依据加工状况恰当调整加工效果,以取得***佳的切削运用量。二查阅刀具制造商的产品画册。产品画册在引见产品的同时,引荐相应的切削速度和进给量。也会特别阐明运用时也必需依据实践状况停止调整。三切削实验。该办法能够得到合理的切削量,同时也是本钱比拟高的。假如加工订单量不大,不倡议尝试。实验条件尽量与实践状况相同,得到的切削量比拟精确四川数控加工刀具