商机详情 -
广东厚板搅拌摩擦焊
铝合金在汽车工业中的应用:资料显示,铝合金代替传统的钢铁制造汽车,可使整车重量减轻30%~40%,制造发动机可减轻30%,制造缸体和缸盖可减重30%~40%,制造车轮可减轻50%。 为了获得比较高的扭转刚度以及良好的操作性能,奥迪汽车公司在A2(图3)、A8两种车型上,采用了ASF结构的全铝制框架,其中包括铝板、挤压成型件以及铸造铝合金等铝制零件··。法拉利公司的Mod-ena以及本田的Insight两种车型也采用了类似的铝制空间框架结构设计。福特公司的P2000则采取了单体设计的铝车身结构。 由于不断提高的环保要求,单台汽车平均用铝量在不断上升,已经由1973年的37kg发展到2002年的125kg。并且新的一些车型提高了铝合金材料的使用量,详见表251。 从以上分析可以看出,汽车用铝量有不断提高的趋势。所以从提高安全以及经济性方面考虑,有效解决铝及铝合金的连接是汽车制造工业在目前和将来面临的主要问题。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。焊威共享智造为新能源汽车、铝合金压铸件、水冷板、轨道交通、船舶等领域提供了技术解决方案与服务。广东厚板搅拌摩擦焊
搅拌摩擦焊
焊接是轻合金材料的重要连接技术之一,具有减重、节材和提高生产效率的作用。新型的高Q铝合金、镁合金等材料采用传统的熔焊(TIC/MAC)方法存在系列问题,如熔焊过程中合金元素的烧损和力学性能降低、焊缝缺陷的产生和结构可靠性损伤、接头的残余应力和变形等。所以,一方面传统的熔焊方法在向高能量密度的等离子、电子束和激光等先进熔焊方法发展,另一方面,新型的固相(非熔化)焊接方法如搅拌摩擦焊在轻合金焊接方面得到了快速发展和应用。 搅拌摩擦焊(Friction Stir Welding,FSW)是一种先进的固相焊接技术,是通过搅拌头高速旋转,摩擦产生热,非熔化状态,塑化,并被搅拌混合,实现冶金熔合。整个焊接过程绿色环保,不需要焊材,直接焊透,可达到母材85%的强度。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。广东厚板搅拌摩擦焊机械化自动焊可以减少对人工的依赖,提升生产效能,可实现智能化工厂配套。
搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。 焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好; 没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。 搅拌摩擦焊是固相焊接,接头性能优异。 焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。 姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6 等铝合金材料,焊缝区的断裂韧性甚至超过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。
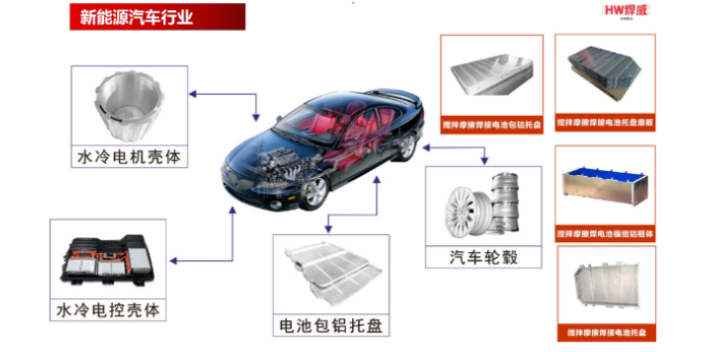
汽车等制造业,轻量化是一种趋势,铝、镍、锌等轻合金已经在逐步取代钢铁成为汽车、轨道交通等行业的主要材质。而以黑色金属为主的传统焊接技术升级为以轻合金和有色金属为主的焊接技术也成为一种趋势。 搅拌摩擦焊(FSW)作为一种快速发展的新型固相焊接方法,正在成为世界范围内的热点焊接方法。该方法自发明以来就受到制造工业关注,现正在逐渐成为轻合金金属的主导焊接方法, 现代交通运输工具的高速、节能、轻量化是当今技术发展的大趋势,轻质陆路和海洋交通运输工具,如铝合金高速列车、全铝合金汽车、铝合金高速舰船等产品逐渐受到市场欢迎;搅拌摩擦焊接技术助推轻量化的快速发展。同时,镁合金和钛合金等轻合金材料在飞机、导弹及运载火箭等空间运输工具领域也得到了广F的应用和深入发展。中国搅拌摩擦焊中心经过十多年的研究与实践,为汽车电池托盘、汽车轮毂等国际国内企业成功实现轻量化需求。以及在航空航天、轨道交通的轻量化过程做出了Zhuo越贡献。助推现代交通运输工具的轻量化发展。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。再一次证明了焊威共享智造公司的技术研发实力和良好的售后服务能力。

搅拌摩擦焊是节能、节材、环保及绿色焊接技术。 搅拌摩擦焊只在焊接区产热,并且直接由机械能转变为摩擦热能和塑性变形能,不需要热的传导,不需要电源加热,没有焦耳热损失,焊接热效率高,与电阻点焊比较可以节约90%的电能。 通常情况下,搅拌摩擦焊不需要保护气和焊丝,焊接界面不需要殊的打磨和开坡口,除电能外,几乎没有其他消耗。 焊接过程工件不熔化,所以不会产生飞溅和烟尘,不需要吸尘装置,焊接环境良好; 没有弧光、紫外和高频辐射,操作者可直接目视观察焊接过程,没有电击危险,是一种名副其实的绿色焊接技术。 搅拌摩擦焊是固相焊接,接头性能优异。 焊接过程无气孔和凝固裂纹等缺陷产生,无合金元的烧损和偏析。 姜头组织致密,焊核区是致密精细的等轴晶组织结构,表现为各向同性。接头静态性能指标皆优于熔焊接头,搅拌摩擦焊接头性能数据离散性小,与熔焊接头相比,搅拌摩擦焊接头具有优异的抗疲劳性能。对于LF5、LF6 等铝合金材料,焊缝区的断裂韧性甚至超过母材。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。去毛刺加工。新能源汽车铝电池托盘焊接。电控焊接。水冷板焊接。储能焊接。5G焊接。铝合金焊接。诚邀各位机械设备相关行业的销售精英,进行资源共享、互惠互利,共同推动搅拌摩擦焊接加工共享智造服务。广东厚板搅拌摩擦焊
搅拌摩擦焊,为您带来比较***。广东厚板搅拌摩擦焊
材料技术的进步使铝合金材料得到了快速发展,迄今已经发展出航空铝合金、宇航铝合金、装甲铝合金、铝基复合材料等不同系列和品种。在通常情况下,对于这些先进的铝合金材料,制造工艺一般不推荐甚至禁止使用熔焊进行连接。但是搅拌摩擦焊可以焊接所有系列的铝合金对于所有系列的铝合金材料,搅拌摩擦焊工艺技术已经基本成熟,在焊接厚度上已经实现了150mm厚度以上铝合金结构可靠焊接。在国家相关机构和部门的支持下,公司已经完成了系列化的铝合金材料的搅拌摩擦焊力学性能研究,其中包括纯铝、硬铝、锻铝、铸铝超硬铝及铝锂合金材料等。对于非热处理强化铝合金材料(如5083Al),搅拌摩擦焊的热循环过程对材料的连接强度没有影响,搅拌摩擦焊接头硬度会明显提高,拉伸测试一般在远离焊缝的母材上断裂,连接系数已达到了100%。对于热处理强化铝合金(如6082-T6、2219-T87和7075-T7351等),接头强度的Z低值一般出现在靠近焊核区的前进侧,经过焊后固溶热处理,接头的性能可以得到回复和强化。对于7000系列超硬铝和装甲铝合金,经过自然时效,接头的强度可以得到进一步提高。搅拌摩擦焊设备厂家!搅拌摩擦焊加工厂家。搅拌摩擦焊共享智造厂家。广东厚板搅拌摩擦焊
广东焊威新能源设备有限公司专注技术创新和产品研发,发展规模团队不断壮大。公司目前拥有较多的高技术人才,以不断增强企业重点竞争力,加快企业技术创新,实现稳健生产经营。诚实、守信是对企业的经营要求,也是我们做人的基本准则。公司致力于打造***的搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接。一直以来公司坚持以客户为中心、搅拌摩擦焊接加工,去毛刺,搅拌摩擦焊共享智造,铝电池托盘焊接市场为导向,重信誉,保质量,想客户之所想,急用户之所急,全力以赴满足客户的一切需要。