商机详情 -
山东靠谱的BIG大昭和配件
高速精密加工是目前机械制造行业的发展趋势,高速精密加工是切削原理上是对传统切削认识的突破,为了保证高速加工的精度和效率,对刀具系统提出了新的的要求,像在加工过程中刀具的跳动精度就是一项非常重要的指标,我们知道精密机床的精度是通过主轴和刀柄连接再传递给刃具,那么选择跳动精度高的刀柄就至关重要。BIG通过不断的探索和实践证明,在刀具的总消耗成本中,刀柄和刃具比例大概是2:8甚至1:9的关系,使用高精密刀柄可以改善刃具的使用寿命,从而大幅度降低刀具总消耗成本。例如刃具寿命延长1倍,刀具总消耗成本可以降低约40%,原先每年消耗200万刀具费用的话,现在可以节省约80万。苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,欢迎您的来电哦!山东靠谱的BIG大昭和配件
BIG大昭和
BIG大昭和——优越性能,满足您的需求在工业领域,精密与稳定是永恒的追求。BIG大昭和,凭借其出色的产品特性和功能,成为了众多企业的品牌。其产品规格多样,适应性强,无论是大型机械设备还是精密仪器,都能找到合适的应用解决方案。性能上,BIG大昭和展现了很高的优势。高精度的制造工艺确保了产品的稳定性和耐久性,在长时间强度高的工作环境下仍能保持出色的性能表现。此外,其独特的设计理念和先进的生产技术,使得产品在运行过程中能够实现更低的生产误差和更高的效率。在用途方面,BIG大昭和的产品广泛应用于多个领域,如汽车制造、航空航天、电子设备生产等。无论是需要高精密模具,还是要求极高稳定性的批量产品 ,BIG大昭和都能提供完美的支持。满足客户需求是BIG大昭和的中心使命。他们不仅提供标准化的产品,还能根据客户的特殊需求进行定制开发,确保每一位客户都能获得满意的产品和服务。选择BIG大昭和,就是选择了品质与信任的保证。山东靠谱的BIG大昭和配件BIG大昭和的参考价格大概是多少?
所以说我们在选择刀柄时,如果没有干涉应该尽量选择较粗且较短的刀柄。而热涨刀柄恰恰相反,它的结构原理使它只能是较细较长。另外,使用热涨刀柄时的加热机成本;装卸刃具的效率及安全性;高低温带来的金属疲劳等问题也是我们在选择时必须考虑的问题。随着市场上用户对产品质量要求的不断提高,越来越多机加工产品会遇到圆弧倒角的要求。相对于C倒角,圆弧倒角有诸多优点:没有棱边,圆弧使得孔端尺寸、形状,渐变、平滑,更利于装配,不产生毛刺、锐边,内应力较小,强度高。
虽说可使加工中心主轴实现高速旋转,但受动态跳动精度、发热、振动等技术问题限制,在某些小径刃具加工方面,仍会有机床转速达不到加工要求的情况出现。当出现此类情况时,能够弥补机床转速不足的辅助工具就变得必不可少了。作为辅助机床的效率化工具,BIG有最高转速可达120,000r/min的高速气动刀柄RBX系列。
此产品使用干燥空气驱动内部涡轮,通过陶瓷轴承保持刃具主轴旋转,因此,可以实现动态跳动精度3μm以内且具有低噪音,低振动,低发热的特点,用于精密微细加工。综合以上,在小径加工领域,跳动精度尤其重要,刀柄的性能关系着加工优良与否。BIG基于高品位的理念旨在为客户提供高精度,高的品质的产品。 苏州默斯曼尔机械科技有限公司为您提供BIG大昭和,期待您的光临!

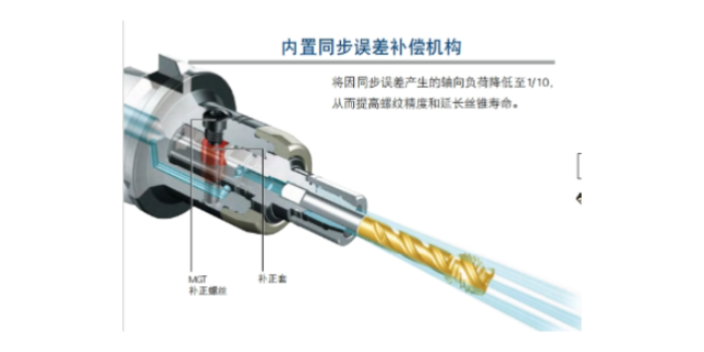
客户如何正确选择刀柄的方式方法,选择合适的刀柄不但能解决加工瓶颈,而且有事半功倍的效果,给客户带来难以估计的效率提高和成本节约。接下来我们继续来讨论合理选择刀柄的话题…再例如,在加工中会经常遇到攻丝加工,现在的机床一般都有同步攻丝功能(即主轴旋转、进给、和丝锥螺距保证严格的同步匹配:F=n×P),因此很多用户就直接用弹簧刀柄把丝锥纯刚性夹持住,直接进行攻丝加工。可是,在实际的加工过程中,经常会出现各种异常,比如丝锥异常折断、丝锥寿命低、螺纹表面质量不好等等现象(细小丝锥的情况下更甚),令很多用户一筹莫展。BIG大昭和,就选苏州默斯曼尔机械科技有限公司,用户的信赖之选,欢迎新老客户来电!山东靠谱的BIG大昭和配件
BIG大昭和的对刀器刀尖位置测定器。无需试切即可设定车刀的刀尖位置。山东靠谱的BIG大昭和配件
段差切削,分为内刃和外刃,内刃和外刃之间存在高度差,内刃与外刃分别加工不同的直径。与平衡切削相比,其特点是切削量大,且减小铁屑的宽幅,更容易排屑,但进给要慢。其中较为值得注意的是两刃之间的高度差,要求:两刃高度差≧每转进给f×0.5+0.1mm。
说到粗糙度,对我们从事机械加工的人来说是无人不知无人不晓!随便翻开一张加工图纸,粗糙度的标记无处不在,足见其在机械加工中的分量。而且粗糙度也是我们选择加工工艺和加工方法的一个重要依据。 山东靠谱的BIG大昭和配件