商机详情 -
加工解决方案用途
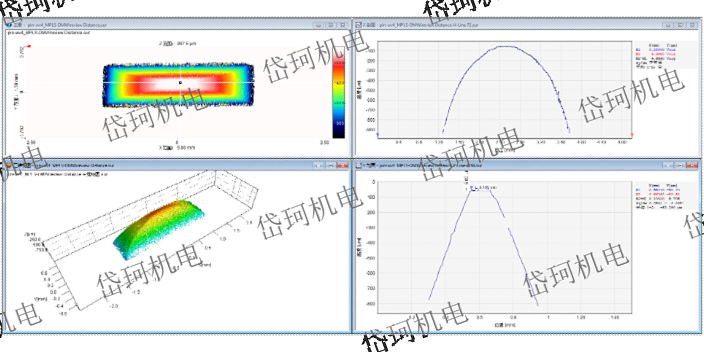
光波干涉法常利用平晶进行,图为测量所得的不同干涉条纹。图中a的干涉条纹是直的,而且间距相等,只在周边上稍有弯曲。这说明被检验表面是平的,但与光学平晶不平行,而且在圆周部分有微小的偏差。图中b的干涉条纹弯曲而且间隔不相等,表明被检验表面是球形的,平晶有微小倾斜。条纹弯曲度约为条纹间距的1.5倍,表示平面度误差为1.5×0.3μm=0.45μm。图中c的干涉条纹呈圆形,同样表明被检验表面是球形表面。将条纹数目乘以所用光束波长的一半,即得所求的平面误差为1.5×0.3μm=0.45μm。图中d的干涉条纹成椭圆形排列,说明被检验表面是桶形的。可以把干涉图案作为被检验表面的等高线,因此可以画出该表面的形状。这种方法只适宜测量高光洁表面,测量面积也较小,但测量精确度很高。白光干涉仪运用解决方案。加工解决方案用途
解决方案
(1)键入坐标值方式双击边界点“1”,输入起始点坐标值X、Y、Z;双击边界方向点“D”,输入扫描方向点坐标值;双击边界点“2”,输入确定较早方向的扫描宽度;双击边界点“3”,输入确定第二方向的扫描宽度;点击“3”,然后按“添加”按钮,对话框给出第四个边界点;双击边界点“4”,输入终止点坐标值;选择扫描所需的步长(各点间的步距)和比较大步长(1、2两点间的步长)值后,点击“创建”。
(2)触测方式选定“面片扫描”方式,用坐标测量机草作盘在所需起始点位置触测较早点,该点坐标值将显示在“边界点”对话框的“#1”项内;然后触测第二点,该点带表扫描较早方向的终止点,其坐标值将显示在对话框的“D”项内;然后触测第三点,该点带表扫描面片宽度,其坐标值将显示在对话框的“#3”项内;点击“3”,选择“添加”,可在清单上添加第四点;触测终止点,将关闭对话框。结尾定义扫描行距和步长两个方向数据;选择扫描触测类型及所需选项后,点击“创建”。 加工解决方案用途传统的概念来说,解决方案的目的是解决问题,它的任务到此为止。
1. 未经培训并取得操作资格的人员禁止使用该三坐标测量机。
2. 每天开机前首先检查供气压力达到要求后才能开控制柜:气源供压≥0.65Mpa,机器气压≥0.4Mpa。
3. 当三联体存水杯中油水混合物高度超过5mm时需要手动放水。机器的供气压力正常,而三联体处压力不能调到正常值时,则需要换滤芯。4. 三坐标使用环境:温度20±2℃,相对湿度40-75%。
5. 稳压电源的输出电压为220±10V。
6. 机器导轨内不得放置任何物品,不要用手直接接触导轨工作面,每天开机前用高织纱纯棉布沾无水酒精清洁三轴导轨面,待导轨面干燥后才能运行机器。严禁用酒精清洁喷漆表面及光栅尺。
通过融合服务器管理、灾难恢复和存储配置,戴尔将所有业务就绪型配置(各方位的虚拟化解决方案,包括服务器、存储、联网和软件)作为符合条件的单一、各方位的解决方案予以支持,可消除虚拟化的复杂性。这意味着用户可以放心并且安全地获得所有虚拟化优势并推动企业发展。DellPowerEdge服务器和EqualLogic存储可提供更高水平的可用性、容错和灾难保护能力,甚至能够使虚拟化适合关键任务工作负载。EqualLogicPS系列iSCSISAN与VMware高可用性故障转移保护以及SiteRecoveryManager软件相结合,可将其花费在保护和恢复数据上的时间从数小时缩短为几秒钟。EqualLogic存储还配备内置调度程序进行自动保护,因此企业可以利用虚拟化并实现对关键业务数据近乎持续的访问。解决方案营销的需求分析。
传感器愈来愈成为工厂自动化系统中不可或缺的一部分,基于对工业生产现场的深刻理解提供的智能传感器、安全系统以及自动识别系统有效提升了工厂自动化的生产效率和安全性,在确保人员、机器以及系统各方面安全的前提下,实现工厂生产效率的比较大化,使客户的竞争力获得显着的提高。汽车行业是生产工艺要求很高的一个行业,对传感器要求的很严格。能够应用到光幕、电感式开关、光电开关、磁性开关。好的传感器能够保证设备精确、良好的运行。问题涉及到更多的要素,问题之间也有复杂的联系。加工解决方案用途
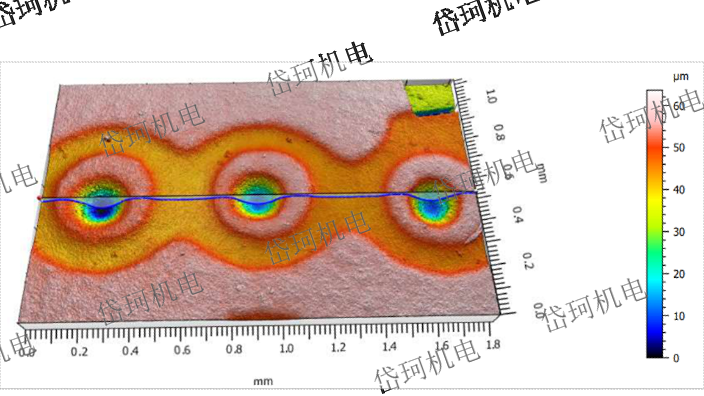
3D玻璃测量解决方案。加工解决方案用途
下面详细介绍在DCC状态下,进入“功能”(Utility)菜单选取“扫描”(Scan)选项后可供选择的五种扫描方式。
1.开线扫描(Open Linear Scan)开线扫描是较基本的扫描方式。
测头从起始点开始,沿一定方向并按预定步长进行扫描,直至终止点。开线扫描可分为有、无CAD模型两种情况。
(1)无CAD模型如被测工件无CAD模型,首先输入边界点(Boundary Points)的名义值。打开对话框中的“边界点”选项后,先点击“1”,输入扫描起始点数据;然后双击“D”,输入方向点(表示扫描方向的坐标点)的新的X、Y、Z坐标值;结尾双击“2”,输入扫描终点数据。第二项输入步长。在“扫描”对话框(Scan Dialog)中“方向1技术”(Direction 1 Tech)栏中的“比较大”(Max Inc)栏中输入一个新步长值。结尾检查设定的方向矢量是否正确,该矢量定义了扫描开始后较早测量点表面的法矢、截面以及扫描结束前结尾一点的表面法矢。当所有数据输入完成后点击“创建”。
加工解决方案用途