商机详情 -
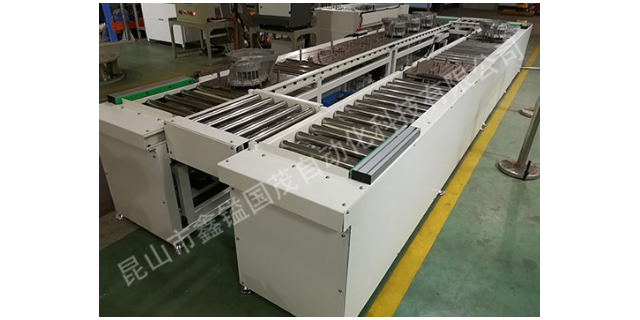
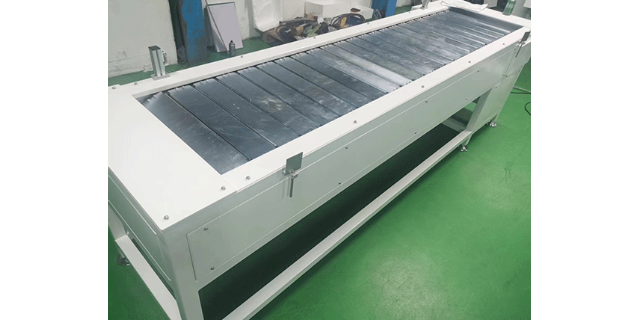
陕西链板式输送机供应
增加皮带输送机使用寿命的几个因素1、皮带输送机的运输面平整光洁,滑动摩擦力小,原材料在输送机中间的衔接稳定,可运输各种玻璃瓶子、PET瓶、可乐瓶等原材料,也可运输各种箱包皮具。2、皮带输送机有不锈钢板和橡胶制品等材料,规格型号品种齐全,可依据运输原材料和加工工艺规定采用,能考虑各个领域不一样的要求。3、皮带输送机运输工作能力大,可承重很大的荷载,如用以电瓶车、摩托、发电机组等制造行业;4、皮带输送机运输速率平稳,能确保的同歩运输。5、皮带输送机一般都能够立即自来水清洗或立即侵泡在水里。机器设备清理便捷,能考虑食品类、饮品制造行业对环境卫生的规定。6、皮带输送机合理布局灵便。能够在一条输送机上进行水准、歪斜和拐弯运输。皮带输送机存储期内,库房内的溫度应维持在-18°C至40°C中间,相对性溫度应维持在50至80中间。陕西链板式输送机供应
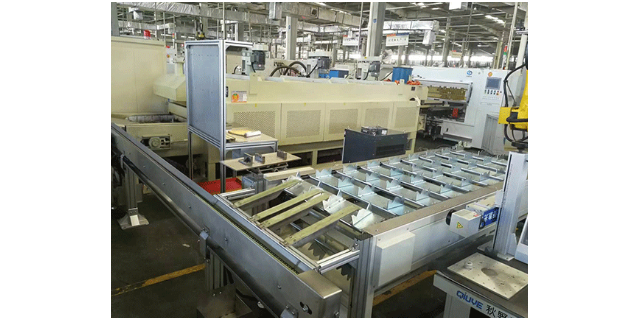
在应用中大家通常忽略对皮带输送机的观查和维护保养,当皮带输送机出現噪声或震动时许多人不开展妥善处理,以至导致更大毁坏。下列人们来剖析皮带输送机出現噪声或震动的状况下改怎样解决。当皮带输送机出現噪声或震动时较先要观查润化状况,随后查询输送带调整涨紧度,观察网带两边边有没有裂开状况,查询输送带和传动链条的装配线有没有错位,查验拧紧或电焊焊接地区有没有开焊。这几类状况中的随意一种都是导致噪声大或震动,哪样状况调整不立即都是导致皮带输送机进一步毁坏或损坏电动机,因此出現噪声或震动时不只要查明缘故并且要立即检修。陕西链板式输送机供应输送机可以实现物料的分拣、堆垛、装载等功能,提高物流效率。
双螺旋输送机就是有两根分别焊有旋转叶片的旋转轴的螺旋输送机。说白了,就是把两个螺旋输送机有机的结合在一起,组成一台螺旋输送机。螺旋输送机旋转轴的旋向,决定了物料的输送方向,但一般螺旋输送机在设计时都是按照单项输送来设计旋转叶片的。当反向输送时,会较大降低输送机的使用寿命。斗式提升机利用均匀固接于无端牵引构件上的一系列料斗,竖向提升物料的连续输送机械。斗式提升机具有输送量大,提升高度高,运行平稳可靠,寿命长明显优点,本提升机适于输送粉状,粒状及小块状的无磨琢性及磨琢性小的物料,如:煤、水泥、石块、砂、粘土、矿石等,由于提升机的牵引机构是环行链条,因此允许输送温度较高的材料(物料温度不超过250℃)。一般输送高度较高可达40米。
皮带输送机断带的根本原因1、胶布的品质不太好。皮带输送机输送皮带在生产制造全过程因其塑胶粒的黏着力不够、加工工艺存有缺点或某道生产制造工艺流程严格把关关不紧,会造成事后生产制造易产生断带安全事故。2、胶布受到损伤。皮带输送机运输设备高矮设计方案起伏很大、对原材料导向性不科学、系统软件存有较多块状原材料等,均可让胶布遭受很全力的冲击性,在带面产生较多的凹痕,时间一长导致断带。3、应用自然环境的浸蚀。胶布长期性处于湿冷、高溫等的自然环境下非常容易使胶布主芯定编层、牵引带镀锌钢丝绳生锈,导致断带的风险。4、胶布方向跑偏。皮带输送机调节、维护保养不太好,胶布大幅方向跑偏,遭受翻卷、挂卡,从而产生断带安全事故。5、原材料卡死。一小块硬实原材料卡在皮带输送机带面与导料槽或清扫器中间,慢慢磨透胶布导致断带。6、胶布连接头品质不佳。皮带输送机硫化橡胶连接头在应用全过程中通常会因为烟尘遮盖在不锈钢丝和塑胶粒而导致后面一种出現生锈或脱胶,在一切正常荷载运作时,都是导致断带安全事故。皮带输送机操作过程应查验各构件的完好无损状况和拧紧状况,确定无难题后,再宣布运作。
在高温环境下使用网带输送机要注意选择耐高温类型的,并且在使用过程中应该注意,除了高温环境之外,网带输送机在输送过程中也会出现发热的现象。这就要求我们在选择网带输送机时要对网带的耐高温性能流出一定的余地。为防止故障,输送链的保养、抽检是不可缺少的:定期给润滑油;链的伸长的测定(拉紧部位的总伸长测定,判断总长度和链节的伸长,测定节距);抽检滚轮与轨道的磨损、变形。网带输送机在特种环境中使用事项:在高温环境下,我们前面说过,网带输送机是可以耐高温的,一般的网带输送机可以在400摄氏度的环境下工作,但是超过了400摄氏度,就会要对网带输送机进行一定的措施,在网带输送机的生产阶段,为了满足高温环境下的使用,一般会选择耐高温的不锈钢网带,这样才能保证在高温环境下不会影响网带输送机的使用寿命。带式输送机是一种常见的输送设备,输送机通过带式传动将物料从一个地方输送到另一个地方。陕西链板式输送机供应
皮带输送机运送路线的规格须详尽考虑到,包含倾斜角、较大长短和提高高宽比.平行线段和曲线图段的规格。陕西链板式输送机供应
输送机在使用过程中,如果出现跑偏,则要作以下检查以确定原因,进行进行调整。输送带跑偏时常检查的部位和处理方法有:检查托辊横向中心线与带式输送机纵向中心线的不重合度。如果不重合度值超过3mm,则应利用托辊组两侧的长形安装孔对其进行调整。具体方法是输送带偏向哪一侧,托辊组的哪一侧向输送带前进的方向前移,或另外一侧后移。检查头、尾机架安装轴承座的两个平面的偏差值。若两平面的偏差大于1mm,则应对两平面调整在同一平面内。头部滚筒的调整方法是:若输送带向滚筒的右侧跑偏,则滚筒右侧的轴承座应当向前移动或左侧轴承座后移;若输送带向滚筒的左侧跑偏,则滚筒左侧的轴承座应当向前移动或右侧轴承座后移。尾部滚筒的调整方法与头部滚筒刚好相反。陕西链板式输送机供应