商机详情 -
北京高精度纤维横截面智能报告系统怎么选
产品净重 400±2Kg 的设计,兼顾了系统的稳定性与安装便捷性。系统的重量主要来自于内部的精密机械结构、光学部件与电气设备,合理的重量设计能够保证设备在运行过程中的稳定性,减少因振动导致的扫描偏差。400±2Kg 的重量处于大多数实验室与生产车间地面承重能力的范围内,无需专门加固地面即可安装。同时,系统底部设计有便于移动的部件(如万向轮,需根据实际产品确定),在安装与位置调整时,可通过多人协作或借助简单的搬运设备完成移动,无需专业的重型设备搬运,降低了安装难度与成本。这种重量设计,既避免了因重量过轻导致的设备不稳定,又防止了因重量过重导致的安装不便,平衡了稳定性与实用性。支持远程查看检测进度无需现场值守;北京高精度纤维横截面智能报告系统怎么选
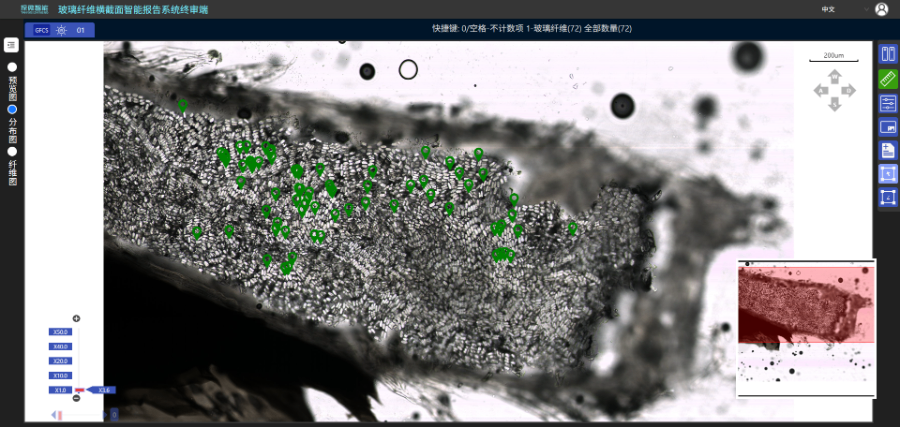
在纤维生产质量控制环节,系统可实现实时检测与快速反馈,助力提升产品质量稳定性。纤维生产过程中,拉丝速度、熔融温度、冷却速率等工艺参数的微小变化,都可能导致纤维横截面参数异常。传统检测方式需将样品送至实验室,检测周期长,无法及时反馈工艺问题。该系统可部署在生产线旁,与生产设备联动,当纤维束生产完成后,立即送入系统进行检测,3 分钟内即可生成检测报告。生产人员通过报告快速了解纤维的面积、周长、长宽比等参数,若发现参数超出标准范围,可立即调整对应的工艺参数,如降低拉丝速度、调整熔融温度等,避免不合格产品持续产出。同时,系统可记录每一批次产品的检测数据,形成生产质量档案,便于后续追溯与工艺优化。北京高精度纤维横截面智能报告系统怎么选支持将异常纤维的图像单独保存;便于后续集中分析原因;
自动化流程中的自动装载玻片机制,通过机械结构与控制程序的协同,实现玻片的 准确抓取与定位。系统的玻片装载装置采用分层设计,每一层对应一个玻片盒,每个玻片盒可容纳 30 张玻片。装置配备了机械抓手,由伺服电机驱动,具备 准确的位置控制能力。当系统开始检测任务时,控制程序会根据预设的检测顺序,指令机械抓手移动到对应的玻片盒位置,识别玻片的位置后,轻柔抓取玻片,避免损坏玻片或样本。抓取完成后,机械抓手将玻片移动到扫描平台的指定位置,通过定位传感器确认玻片位置是否 准确,若存在偏差,自动调整位置,确保玻片与扫描镜头的相对位置符合检测要求。整个自动装载过程无需人工干预,且定位精度高,避免了人工装载时可能出现的位置偏差,提升了检测流程的稳定性与效率。
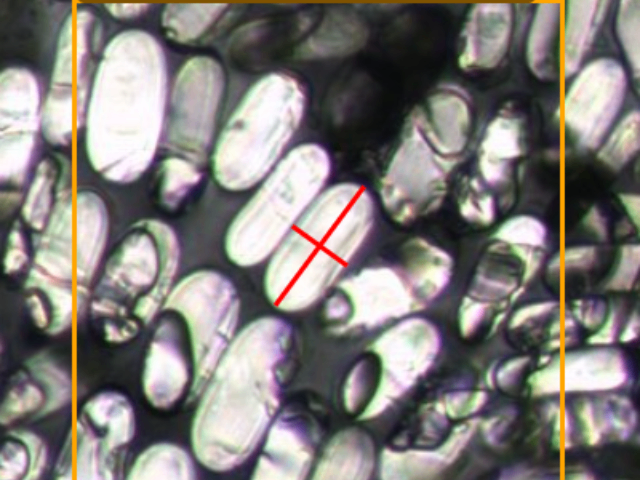
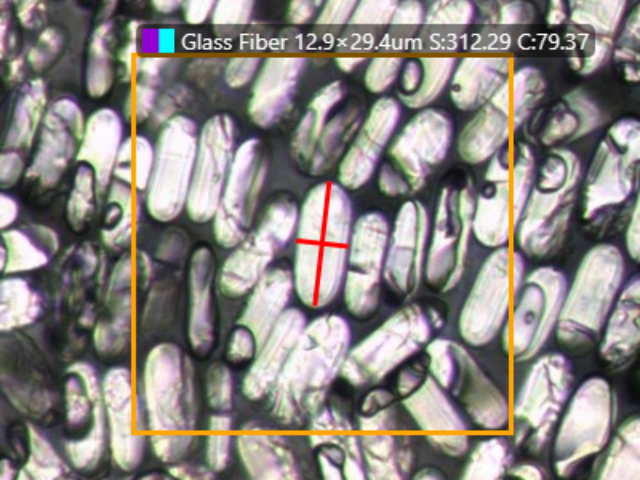
横截面面积计算的 准确性保障,依赖于高分辨率图像与 准确的计算方法。系统采用像素计数法结合分辨率换算的方式计算横截面面积:首先,通过边缘检测算法 准确分割出纤维横截面的轮廓,确定轮廓内的像素区域;然后,统计轮廓内的像素数量,包括完整像素与边缘的部分像素(采用插值法计算部分像素的面积贡献);接着,根据扫描分辨率(≤0.37μm/pixel),将像素数量换算为实际面积(1 像素对应 0.37μm×0.37μm 的面积);,对计算结果进行误差修正,考虑图像变形误差(小于 1Pixel/μm)、边缘检测误差等因素,通过预设的修正公式调整面积数值,确保计算结果的 准确性。为验证计算 准确性,系统会定期使用标准样品进行校准,标准样品的横截面面积已知,通过对比系统计算值与标准值,调整计算参数,保证长期检测中的面积计算误差控制在允许范围内。检测数据支持与行业标准数据库进行比对;
设备在实验室环境中的部署方式灵活,能够与实验室现有设备协同工作,形成完整的检测体系。实验室部署时,首先需选择平整、稳定的地面,确保设备运行时无振动干扰;然后根据实验室的空间布局,确定设备的摆放位置,预留足够的操作空间(建议设备周围至少预留 50cm 的操作距离)与维护空间;接着连接设备的电源、网络线路,确保电源电压稳定(符合设备的电压要求),网络通畅(便于数据传输与远程控制);之后进行设备校准,使用标准样品调整扫描参数、分析算法,确保检测精度符合要求;将设备与实验室的 LIMS 系统(实验室信息管理系统)对接,实现检测数据的自动上传、存储与管理,避免人工录入数据导致的误差。在实验室环境中,设备可与电子天平、拉力试验机等其他检测设备配合使用,先通过该系统检测纤维横截面参数,再通过拉力试验机测试纤维的力学性能,综合评估纤维质量。能直接识别手写样本编号并自动录入系统的功能太实用了!北京高精度纤维横截面智能报告系统怎么选
支持将检测报告中的图表导出为高清图片格式;北京高精度纤维横截面智能报告系统怎么选
设备在工业生产线中的集成方案,能够实现与生产流程的无缝衔接,提升质量管控的实时性。集成时,首先将设备部署在生产线的检测工位,靠近纤维束生产后的输出端,减少样品运输时间;然后通过传送带或机械臂,将生产完成的纤维束自动送至设备的样品入口,实现样品的自动输送,无需人工搬运;接着将设备与生产线的 PLC 系统(可编程逻辑控制器)联动,当生产线生产出纤维束后,PLC 系统发送信号至检测设备,设备立即启动检测流程,同时设备将检测结果实时反馈给 PLC 系统,若检测合格,生产线继续运行;若检测不合格,PLC 系统立即发出警报,暂停生产线,生产人员及时处理;将设备的检测数据上传至企业的 MES 系统(制造执行系统),与生产数据(如拉丝速度、熔融温度)关联存储,形成生产 - 检测数据档案,便于后续追溯与工艺优化。这种集成方案实现了生产与检测的自动化联动,减少人工干预,提升质量管控效率。北京高精度纤维横截面智能报告系统怎么选