商机详情 -
合肥在线式高温计咨询问价
红外测温仪的信号处理功能(峰值、谷值、平均值计算),可帮助用户根据不同工业场景的需求,提取关键温度数据,避免瞬时波动或局部异常影响判断。常州思捷的全系列红外测温仪(STRONG、EX-SMART、MARS)均具备这三类信号处理功能,且参数可调,适配从快速动态测温到稳定静态测温的多样需求。峰值信号处理适用于 “捕捉最高温度” 的场景,如金属锻造、激光加热 —— 在锻造过程中,工件加热温度需达到 1200℃以上的锻造温度,但若局部温度过高(如超过 1300℃),会导致工件晶粒粗大,影响性能。此时选用 STRONG 系列红外测温仪,设置峰值保持时间 100ms,设备会自动记录 100ms 内的最高温度,若峰值超过设定阈值(如 1300℃),则触发报警,提醒操作人员降低加热功率。EX-SMART 系列的 1ms 快速响应,更是能捕捉激光加热的瞬时峰值(如等离子体加热的 3000℃+ 瞬时温度),为科学实验提供准确数据。工业级设计让红外测温仪能适应复杂的厂房环境。合肥在线式高温计咨询问价

响应时间是红外测温仪捕捉动态温度变化的关键指标,指设备从接收温度信号到显示稳定读数的时间,思捷光电产品覆盖1ms至99.99s的可调范围,适配不同场景需求。快速响应机型(1~5ms)如EX-SMART系列,适用于激光加热、高频感应加热等温度骤变场景,能瞬间捕捉峰值温度。中速响应(10~100ms)的MARS系列,适配金属轧制、玻璃成型等动态场景,平衡响应速度与数据稳定性。慢速响应(1~99.99s)则适用于稳定测温场景,如热处理保温阶段,通过平均值模式平滑波动。用户可根据被测目标的温度变化速率手动调整,例如监测快速移动的线材选5ms,监测静态炉温选1s,确保数据既及时又可靠。合肥在线式高温计咨询问价思捷红外测温仪,测温范围覆盖 - 50℃~3300℃。
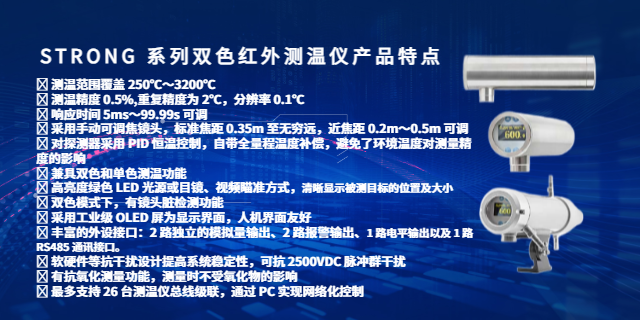
思捷 STRONG-SR 系列双色红外测温仪,专为冶金高温多尘工况设计,测温范围 600℃~3200℃,适配热轧、锻造等环节。搭载 Si/Si 叠层硅探测器,精度 ±0.5% T,分辨率 0.1℃,重复精度 ±2℃。优势是双色技术,信号衰减 95% 仍不影响精度,抗灰尘、水汽干扰。距离系数可达200:1,调焦灵活,响应快至 5ms,可捕捉瞬时温度。PID 恒温控制抵消环境影响,OLED 界面操作便捷,支持 LED、目镜、视频三种瞄准方式。支持 RS485 通讯与多路模拟量输出,能对接控制系统,助力冶金企业实现自动化温控,提升产品品质与生产效率。
进入二次加热炉环节,钢坯需加热至 1000℃左右的轧制温度,此时 MARS-G 系列单色红外测温仪(300~2500℃)更具性价比。该环节钢坯体积大、表面状态稳定,单色仪的平均温度测量能力可满足需求,且其响应时间 5ms 可调,能实时反馈加热炉内温度波动,帮助操作人员调整燃料供给,避免钢坯过烧或加热不足。相较于传统热电偶测温,思捷红外测温仪无需接触高温钢坯,避免了热电偶易损耗、更换频繁的问题,同时实现实时连续监测 —— 传统热电偶响应慢(通常秒级),难以捕捉铸坯瞬时温度变化,而思捷设备可达5ms 响应,能及时发现温度异常并触发报警。此外,设备支持 RS485 通讯,可将温度数据上传至中控系统,实现连铸过程的自动化闭环控制,为钢铁企业提升产品质量、降低能耗提供关键数据支撑。固废焚烧处理,红外测温仪监测炉内燃烧温度。
钢材制造从原材料到成品需经历炼铁、炼钢、轧钢等多环节,每个环节的温度控制直接影响钢材质量,思捷光电红外测温仪凭借全流程适配能力,成为钢材制造企业的重要助力。炼钢阶段的连铸与二次加热环节,对温度精度要求更高。连铸过程中,钢水温度需严格控制,EX-SMART 系列光纤双色仪(350℃~3300℃)1ms 超快速响应,能及时捕捉钢水温度波动,三模式测温确保数据准确,避免因温度不当导致的铸坯缺陷。二次加热环节,STRONG-GR 系列(250℃~2600℃)适配中高温需求,双色技术抗氧化层干扰,准确控制加热温度,为后续轧制做好准备。轧钢环节涵盖型钢轧制、线棒材加工等,STRONG 系列双色仪(如 STRONG-GR-4020,400℃~2000℃)距离系数 100:1,绿色 LED 瞄准快速定位轧件,实时监测轧制温度,避免因温度不均导致的轧件变形,助力企业生产高质量钢材产品。双色模式下具备镜头脏检测功能,信号能量低于设定值时 PNP 输出报警。合肥在线式高温计咨询问价
红外测温仪以非接触方式捕捉温度,保障测量安全便捷。合肥在线式高温计咨询问价
全量程温度补偿则是对 PID 控制的补充 —— 即使环境温度波动超出 PID 调节范围,设备也会通过软件算法对测量结果进行修正。例如 MARS 系列单色红外测温仪,在 - 20℃~+60℃的使用环境中,通过温度补偿算法,可将环境温度对测量精度的影响降至 ±0.1% 以内,确保在不同季节、不同厂房环境下,测量数据的一致性。这一技术在高精度需求场景中尤为关键:如半导体长晶炉测温(精度要求 ±0.5% T)、玻璃熔融温度控制(需稳定在 1500℃±5℃),若没有 PID 恒温与温度补偿,环境温度每变化 10℃,测量误差可能增加 1%~2%,远超工业要求。思捷通过这两项技术的结合,使设备在 - 20℃~+200℃(带水冷)的宽环境温度范围内,仍能保持 ±0.5% T 的测量精度,为工业生产的温度监控提供可靠保障。合肥在线式高温计咨询问价