商机详情 -
滑轮轴承厂家
圆柱滚子轴承的径向间隙调整的方法:常用调整满装圆柱滚子轴承径向间隙的方法如下:1、对于圆筒形和椭圆形轴瓦的侧隙可采用手工研刮或轴承中分面加垫车削后修刮的方法调整。2、对于圆筒形和椭圆形轴瓦的顶隙可采用手工研刮或情况允许时对轴承中分面加垫的方法调整。3、对于多油楔固定式轴瓦,原则上不允许修刮和调整轴瓦间隙,间隙不合适时应更换新瓦。4、对于多油楔可倾式轴瓦,不允许修刮瓦块,间隙不合适时应更换因瓦块。对厚度可调的瓦块,可通过在瓦背后调整块下加不锈钢垫,或减薄调整块厚度的方法调整瓦量。注意对多油楔可倾式轴瓦,同组瓦块间厚度误差应小于0.01mm。轴承的内外圈采用质优钢材,保证了其高精度和长寿命。滑轮轴承厂家
圆柱滚子轴承
满装轴承生产过程中常见的几个缺陷在满装轴承的生产过程中,要经过车工锻件,热外理,磨削等几个工序,每个工序都会产生制造缺陷,从而报废轴承。以下我们来满装轴承制造过程中的一些注意事项。车工锻造缺陷:有的时候切较不整齐,有毛刺和飞边等原因,这样会在表面形成折叠区,它的特点就是折叠会比较精大,整个形状不规则。这个问题较好采用荧光磁粉探伤解决。用这个方法可以清楚的看到问题。热外理产生裂纹:当热处理过程中,温度过高或者冷却过程太快,内应力大于材料的断裂强度时候,就会有裂纹。这个问题也可以用荧火磁粉探伤来解决。磨削中产生缺陷:在打磨内外径时,由于力的作用,有时刀片会走位,这时如果数控机床还好,精确度比较高,人工操作就有很大缺陷需要注意。总之,要生产出一个合格的产品,在满装轴承生产过程中各个环节都要加以质量控制。一个有经验的工人,二是精确度高的检测仪器。这些都是保证产品质量必备要素。滑轮轴承厂家圆柱滚子轴承的保持架采用金属制造,确保结构稳定。

好的无外圈圆柱滚子轴承在加工工艺方面有着特殊之处。为了保证轴承的高精度和稳定性,钧达轴承会采用高质的加工技术和材料,对轴承的各个部件进行精密加工和热处理。同时,还会对滚动体和滚道进行优化设计,以降低接触应力和磨损,提高轴承的寿命和性能。此外,在装配过程中,爱斯艾尔轴承也会采用严格的质量控制措施,确保轴承的装配精度和可靠性。综上所述,无外圈满装圆柱滚子轴承以其独特的结构组成和优越的性能特点,在工业设计中发挥着重要的作用。在选型时需要根据具体需求进行综合考虑,并选择质量可靠的产品。
实体滚针轴承套圈材源料一般选用GB/T18254给出的材料GCr15制造;冲压外圈滚针轴承套圈材料一般选用采用符合GB/T13237-1991规定的表面质量不低于Ⅱ级、拉延级别不低于P级的10或08质量冷轧钢板(带)制造。滚针采用符合有关标准规定的GCr15轴承钢制造,硬度为61~65HRC,热处理质量应符合JB/T1255的规定。滚针轴承冲压保持架材料一般选用采用08Al、10、08冷轧低碳钢带或冷轧薄钢板制造,钢带技术要求应符合GB/T708―1988、GB/T3275―1991、YB/T5059―1993的规定;保持架材料也可以选用工程塑料PA66-GF25、PA66-GF30、PA66-GF15和PA66以及铜合金、钢制、球墨铸铁等材料。圆柱滚子轴承的密封结构能防止灰尘和水分侵入,保持内部清洁。
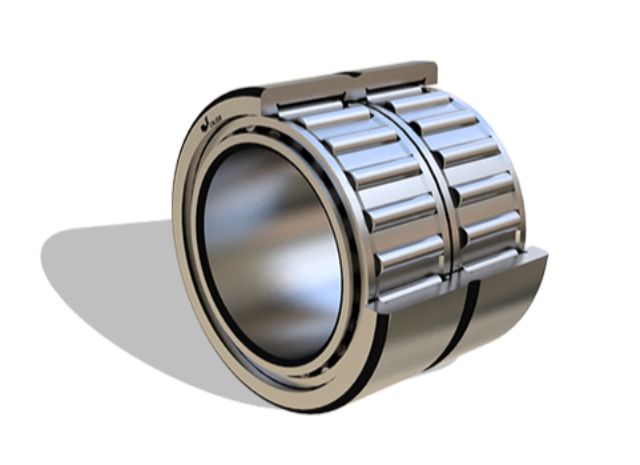
滚针轴承与普通圆柱轴承的区别一、从应用上看,滚针主要应用于空间受限制的场合,所以汽车,摩托车,纺机上应用较广。而且滚针的内圈是选配的,说白了就是如果轴的硬度,粗糙度等符合要求的,可以不配内圈(空间本来就有限),但是如果轴的加工程度比较低,或者比较软,则需要另配内圈作为滚道。而滚柱常用于支撑轴的浮动端,以吸收轴的膨胀量。扎机上四列滚柱用的较多,主要是滚柱承载力非常大。二、从形状上看,滚针和滚柱区别的标准有两种:首先就是比例2.5为分界点。第二种标准是以比例4为标准。三、从受力的角度来讲,滚针完全不承受轴向力(滚针的端面是不磨的,如果和挡肩接触,则摩擦非常大),而滚柱,如果滚道带挡肩的话是可以承受一定轴向力的,当然不能太大,原则是不超过径向力的1/10。轴承座和滚道经过特殊处理,提高了圆柱滚子轴承的抗腐蚀能力。滑轮轴承厂家
轴承内部的滚子采用质优合金钢制造,确保了其耐磨性。滑轮轴承厂家
轴承润滑状态监测诊断法用于滚动轴承的状态监测技术当轴承滚动表面的润滑状态发生改变时,例如从完全液体润滑到干摩擦时,金属间直接接触的时间所占比例上升,冲击脉冲值也会上升,油膜电阻会下降。针对这种现象,实际工作中常用油膜厚度法、油膜电阻诊断法两种监测方法。
油液分析诊断法用于滚动轴承的状态监测技术滚动轴承失效的主要方式是磨损、断裂和腐蚀等,其原因主要是润滑不当,因此对运行时使用的润滑油进行系统分析,测试油液中各种磨粒的含量,即可了解轴承的润滑与磨损状态,并对各种故障隐患进行早期预报,查明产生故障的原因和部位,及时采取措施防止恶性事故的发生。 滑轮轴承厂家