商机详情 -
进口零点定位拉钉原理
零点定位系统工艺结构:零点定位系统由销钉和夹紧模块组成,按功能分可分为定位销,夹紧销,销边销。夹紧模块可分为夹持模块和搬运模块两类,工艺能力及工艺流程 通过零点定位夹具实现不同品种缸盖混线生产,工艺流程如下: 近排气道面加工,定位孔加工➝安装定位托板&➝ 燃烧室面、缸盖罩壳面加工➝ 精加工液压挺柱空,座圈导管底孔加工➝清洗➝中间检验➝安装座圈和导管➝ 精铣燃烧室缸盖罩壳平面,去毛剌➝清洗➝密封测试及装配➝检验工位➝缸盖分装➝终检。采用零点定位系统加工,可以减少多次重复定位误差。进口零点定位拉钉原理
零点定位
泽柔ZEROCLAMP零点定位系统的适用性非常普遍,在不同行业、不同场景的加工场景中,通过巧妙的工艺设计大幅提升精度和效率。直接夹持,使加工更灵活加工焊接机架时,也可使用ZEROCLAMP直接夹持系统,这种直接夹持工艺不仅可从五面对机架进行任意加工,还可将工件直接替换到配备零点定位接口的焊接机器人托盘上,同步完成焊接工作。采用该夹持方案后,可在机床外进行装夹,再将托盘放入机床中。这种操作方式使用户可以随时插入高优先级的加工任务,几乎不会产生额外成本。进口零点定位拉钉原理采用零点定位系统的好处:加工辅助时间极大缩短,制造效率提升;
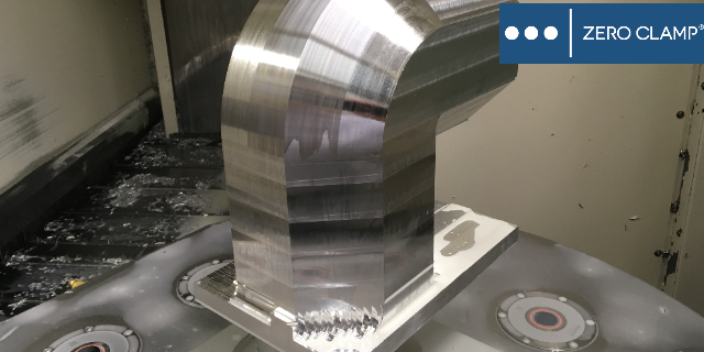
机加工零件通过机械手夹具夹取定位托板完成,零件的交换通过设备中间交换台,再由交换台送入机床内。保证机床再次夹具定位托盘。清洗工位采用机器人清洗,清洗机模块化设计,分定点清洗,高压清洗,吹干工位,真空工位,冷却工位等。零件运输,清洗过程通过机器人完成,使用零点定位夹具保证清洗节拍及设备稳定。零件测量除首工位加工尺寸外,采用整体测量,已定位托板为尺寸基准,贯穿缸盖整个加工过程,统一了设计基准、加工基准和测量基准。 零点定位系统在我司缸盖加工中成功应用并推广,目前已正常加工超过百万零件,也向汽车发动机制造业提供新的解决方案。
在日常设计过程中,我们经常需要设计一套定位装置。而定位装置中较重要的一个要素就是基准也可以称之为零点,只有确定了这个基准,才能确定其他对象的位置关系,这个基准就是整个坐标、整个系统的原点、零点。因此找到了这个基准,找的越准确,设计的这个定位系统定位精度就越高。相比于外部加持的夹爪等定位装置来说,零点定位系统就能够精确的利用被定位工件本身的基准进行定位,这样一来,工件在不同的工位,不同的工序、甚至不同的机台之间转移时,可以始终保持基准零点不变。零点定位系统不只提高了定位的精度,简化了装夹的繁琐装置,也省去了找零点的时间、和相应机构的成本。零点定位的使用可以实现工件从一个工位到另一个工位。
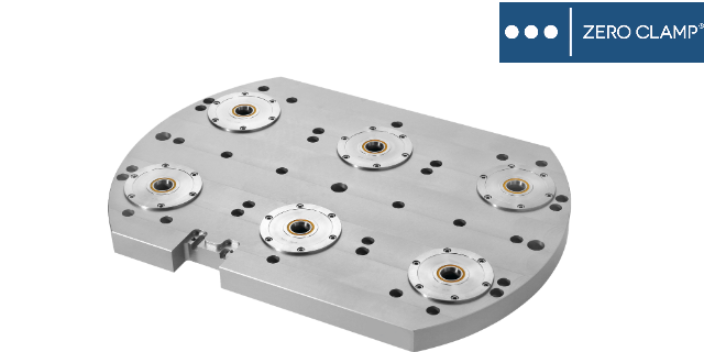
零点定位两工位基础板解锁方式:气压解锁/液压解锁气压自动除屑材质:模具钢(#)表面及活塞硬化处理重复定位<0.005mm产品参数基板材质可根据要求定制吹屑功能可选设计特点零点定位系统适用于T型槽间距100和125mm的机床工作台,通过沉头螺栓紧固。至少有两个定位孔,以便准确定位。解锁方式:气压解锁/液压解锁 气压自动除屑 材质:模具钢表面及活塞硬化处理 重复定位<0.005mm。零点定位系统适用于T型槽间距100和125mm的机床工作台,通过沉头螺栓紧固。至少有两个定位孔,以便准确定位。两个零点定位器之间的距离是200mm,气压解锁安装气压快速接头,液压解锁安装液压快速接头,气压除尘性能接口可选择性接通。生产线上面通过零点定位系统应用,可以大幅度提高设备的生产效率和减少辅助时间,提高设备切屑时间。进口零点定位拉钉原理
ZEROCLAMP零点定位系统通过增加主轴运行时间来确保机器有足够效率和竞争力来缩短响应时间。进口零点定位拉钉原理
零点定位系统介绍:零点定位系统,能快速更换机床夹具、工装和工件,提高生产效率,缩短安装时间。机床更换一次夹具的时间由原来的1小时缩减到4分钟,重复定位精度小于2μm。零点定位系统的概念: 在机械制造、测量、机床、机器人自动生产线领域中,基准是应用十分普遍的一个概念。机械产品从设计时零件尺寸的标注,制造时工件的定位,校验时尺寸的测量,装配时零部件的装配位置确定,以及机器工作时零件位置的确定,都要用到基准的概念。进口零点定位拉钉原理