商机详情 -
张家口大型超声波金属焊接机机械结构
超声波金属焊接利用高频振动波传递到需焊接的金属表面,在加压的情况下,使两个金属表面相互摩擦而形成分子层之间的熔合。优点:焊接材料不熔融,不脆弱金属特性。焊接后导电性好,电阻率极低或近乎零。对焊接金属表面要求低,氧化或电镀均可焊接。焊接时间短,不需任何助焊剂、气体、焊料。焊接无火花,环保安全。镍氢电池镍氢电池镍网与镍片互熔与镍片互熔。.锂电池、聚合物电池铜箔与镍片互熔,铝箔与铝片互熔。.电线互熔,偏结成一条与多条互熔。电线与名种电子元件、接点、连接器互熔。名种家电用品、汽车用品的大型散热座、热交换鳍片、蜂巢心的互熔。电磁开关、无熔丝开关等大电流接点,异种金属片的互熔。金属管的封尾、切断可水、气密。 超声波金属焊接机哪家口碑好?欢迎咨询无锡诺克超声科技有限公司!张家口大型超声波金属焊接机机械结构

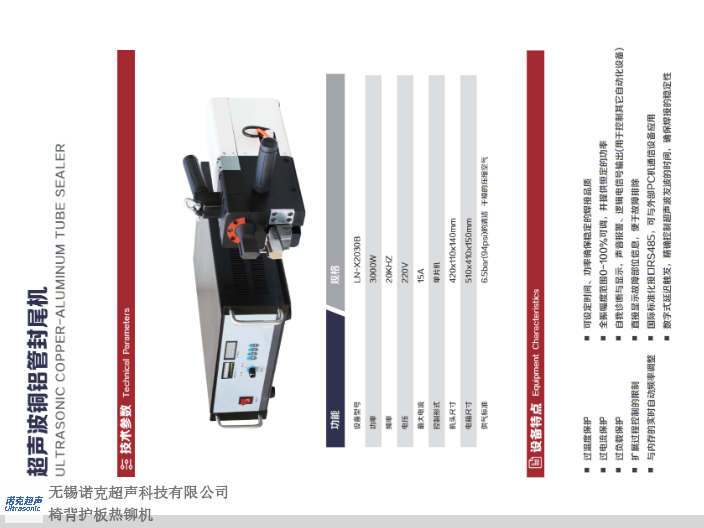
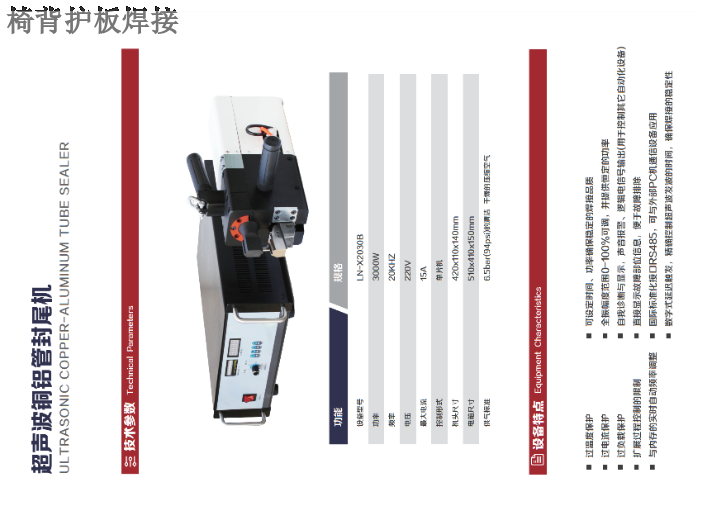
目前在金属焊接技术中,超声波焊接是先进的焊接技术。超声波金属焊接机的工作原理是:通过超声波电箱(发生器),将220V50/60Hz的日常用电转变成高频电能,供给换能器。换能器将高频电能转化为同频机械运动,在通过增幅器调整震动频率,达到我们需要的工作频率,在将机械能通过焊头传输至焊接工件上.振动通过焊接工作件传给粘合面振动磨擦产生热能使金属熔化,振动会在熔融状态物质到达其介面时停止,短暂保持压力可以使熔化物在粘合面固化时产生个强分子键,整个周期时间非常短暂,但是其焊接强度却接近是一块连着的材料。 张家口大型超声波金属焊接机机械结构超声波金属焊接机价格表,欢迎咨询无锡诺克超声科技有限公司!
超声波金属焊接机类似于摩擦焊,但有区别,超声焊接时间很短,温度低于再结晶;它与压力焊也不相同,因为所加的静压力比压力焊小的多。一般认为在超声波焊接过程中的初始阶段,切向振动出去金属表面的氧化物,并是粗糙表面的突出部分产生反复的微焊和破坏的过程而使接触面积增大,同时使焊区温度升高,在焊件交界面产生塑性变形。这样在接触压力的作用下,相互接近到原子引力能够发生作用的距离时,即形成焊点。但是超声波金属焊接机的焊接时间过长,或超声波振幅过大会使焊接强度下降,甚至破坏。超声波金属焊接机的超声波金属焊接技术被发现其实是很偶然的,但后来去人依旧担起了重要的作用,超声焊接可以使材料的温度效应降到低点(焊区的温度不超过被焊金属熔化温度的50%),从而不使金属结构变化,因此很适合电子领域中的焊接应用。
点焊:点焊是应用广的一种焊接形式,根据振动能量的传递方式,可以分为单侧式、平行两侧式和垂直两侧式。振动系统根据上声极的振动方向也可以分为纵向振动系统、弯曲振动系统以及介于两者之间的轻型弯曲振动系统。功率500W以下的小功率焊机多采用轻型结构的纵向振动;千瓦以上的大功率焊机多采用重型结构的弯曲振动系统;而轻型弯曲振动系统适用于中小功率焊机,它兼有上述两种振动系统的优点。环焊:环焊方法主要用于一-次成形的封闭形焊缝,能量传递采用的是扭转振动系统。焊接时,耦合杆4带动上声极5作扭转振动,振幅相对于声极轴线呈对称分布,轴心区振幅为零,边缘位置振幅。该类焊接方法适合于微电子器件的封装工艺,有时环焊也用于对气密性要求特别高的直线焊缝的场合,用来代替缝焊。超声波金属焊接机厂家定制哪家好?欢迎咨询无锡诺克超声科技有限公司!
超声波模具在选材上一般超声波模具制造运用**为常见的三种材料钢、镁铝合金、钛合金这三种原料,在镁铝合金上又有很大的区别一般制造时会选用进口的7075铝合金,耐磨,抗腐蚀性,机械功能好,硬度上要比其他的铝合金稍高,是超声波模具的比较好选材,在价格上也相对较高,一般运用在飞机结构件上。其次是6061密度小,也具有杰出的抗腐蚀性室温下有杰出的归纳力学性和可切开性。而钢模跟钛合金模具更多是制造比较简单的模具由于比较硬在切开方便比较难所以一般会用来制造比较平坦的模具,在这三种原料上钛合金的运用寿命是比较高的,简直不会呈现裂纹的情况,在价格上也是三者中是贵的。 超声波金属焊接机设备哪家强?欢迎咨询无锡诺克超声科技有限公司!张家口大型超声波金属焊接机机械结构
超声波金属焊接机设备批发公司。欢迎咨询无锡诺克超声科技有限公司!张家口大型超声波金属焊接机机械结构
超声波金属焊接英文注释:Ultrasonicmetalwelding,超声波金属焊接是19世纪30年代偶然发现的。当时在作电流点焊电极加超声振动试验时,发现不通电流也能焊接上,因而发展了超声金属冷焊技术。超声波焊接虽然发现较早,但是到目前为止,其作用机理还不是很清楚。它类似于摩擦焊,但有区别,超声焊接时间很短,温度低于再结晶;它与压力焊也不相同,因为所加的静压力比压力焊小的多。一般认为在超声波焊接过程中的初始阶段,切向振动出去金属表面的氧化物,并是粗糙表面的突出部分产生反复的微焊和破坏的过程而使接触面积增大,同时使焊区温度升高,在焊件交界面产生塑性变形。这样在接触压力的作用下,相互接近到原子引力能够发生作用的距离时,即形成焊点。焊接时间过长,或超声波振幅过大会使焊接强度下降,甚至破坏。 张家口大型超声波金属焊接机机械结构