商机详情 -
济南大规模点焊机有几种
点焊的工艺过程为开通冷却水;将焊件表面清理干净,装配准确后,送入上、下电极之间,施加压力,使其接触良好;通电使两工件接触表面受热,局部熔化,形成熔核;断电后保持压力,使熔核在压力下冷却凝固形成焊点;去除压力,取出工件。焊接电流、电极压力、通电时间及电极工作表面尺寸等点焊工艺参数对焊接质量有重大影响。点焊机利用正负两极在瞬间短路时产生的高温电弧来熔化电极间的被焊材料,来达到使它们结合的目的。点焊机的结构十分简单,说白了就是一个大功率的变压器,将220V交流电变为低电压,大电流的电源,可以是直流的也可以是交流的。电焊变压器有自身的特点,就是具有电压急剧下降的特性。 检查焊接厚度、负载持续率是否超标,使焊机过载而发热。济南大规模点焊机有几种

一般情况下用户通知厂方后,根据路程远近三到七天内服务到位。由于用户原因而造成的焊机损坏不在保修范围内。易损件、消耗件不在保修范围内。由于电极的接触面积决定着电流密度,电极材料的电阻率和导热性关系着热量的产生和散失,因此,电极的形状和材料对熔核的形成有明显影响。随着电极端头的变形和磨损,接触面积增大,焊点强度将降低。工件表面的氧化物、污垢、油和其他杂质增大了接触电阻。过厚的氧化物层甚至会使电流不能通过。济南大规模点焊机有几种点焊机市场价多少钱?欢迎咨询无锡诺克超声科技有限公司!

点焊机的使用方法:首先,操作人员将点焊机的电极杆放置于焊接位置处,并且让两个电极刚好接触到焊接元件,使得电极臂实现平行。第二步,设定点焊机的电流开关级数,点焊机的开关参数通常与焊接元件的材质、形状等有关。操作人员在将点焊机的电源打开之后,通过改变电极压力的大小来调整压力螺母,实现其在压缩程度范围内作业。第三步,准备焊接。作业人员接通冷却水,然后开始焊接,将焊接元件放置于两电极之中,压下脚踏板,逐渐增加电极上的压力,
中频点凸焊机的特点:中频点凸焊机的功率因数相对较高,并且高达95%,这样不但可以减少对供电系统功率要求,而且回路损失次级几乎可以没有、中频点凸焊机具有极大的稳定性,在国际上属于极其先进的电阻焊产品,其中,它的逆变频率可达到1000HZ,而且可以控制的精确度是传统交点焊机的20倍,中频点凸焊机可以节能减排,尤其是可以减少对电源量的大幅度损耗,是国家大力提倡的节能减排机器。中频点凸焊机操作非常方便,而且具有高效性,它的质量和体积是交流电压器的三分之一。采用数字化模式控制运转,可以充分提高在焊接时的电流控制速度和测量的准确度。 点焊机服务怎么样,欢迎咨询无锡诺克超声科技有限公司!
用预热脉冲提高金属的塑性,使工件易于紧密贴合、防止飞溅;凸焊时这样做可以使多个凸点在通电焊接前与平板均匀接触,以保证各点加热的一致。点焊机使用方法:焊接时应先调节电极杆的位置,使电极刚好压到焊件时,电极臂保持互相平行。电流调节开关级数的选择可按焊件厚度与材质而选定。通电后电源指示灯应亮,电极压力大小可调整弹簧压力螺母,改变其压缩程度而获得。在完成上述调整后,可先接通冷却水后再接通电源准备焊接。焊接过程的程序:焊件置于两电极之间,踩下脚踏板,并使上电极与焊件接触并加压,在继续压下脚踏板时,电源触头开关接通,于是变压器开始工作次级回路通电使焊件加热。点焊机哪家好?欢迎咨询无锡诺克超声科技有限公司!济南大规模点焊机有几种
检查电极头是否氧化严重。济南大规模点焊机有几种
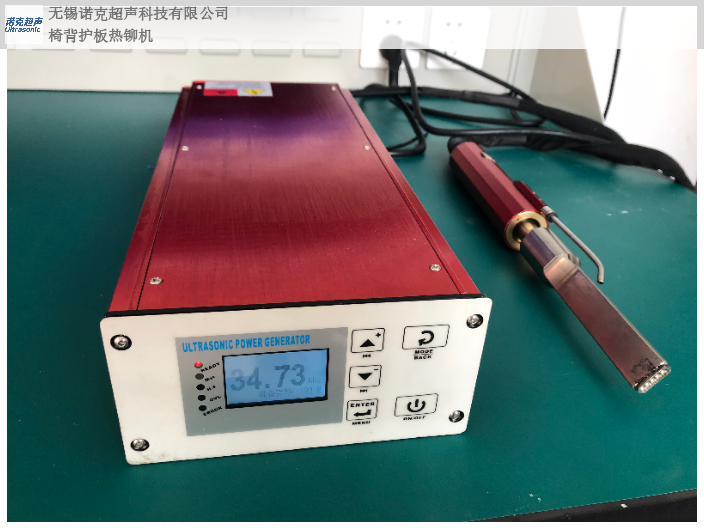
超声波点焊机,可用于热塑性材料的焊接,根据不同的焊接工艺可更换焊头,用于铆焊、点焊、嵌入、切割、boss柱成型、穿刺等。超声波点焊相比传统工艺(如胶粘、电烫合或螺丝紧固等),具有生产效率高、焊接质量好、环保又节能等优点。超声波焊接机还可以用于热塑性塑料制品的焊接、铆接以及金属件与塑料件间的镶嵌和压边工艺。已经完全替代了有机熔点剂粘贴的工艺,具有能耗低、效率高、不变形、无污染、焊接牢固、操作方便等特点。超声波点焊机优点,体积小,操作简单,快速清洁;采用模块集成电路,功率输出强劲;内置全自动保护电路,使用安全,工作稳定可靠。焊接面牢固、强度高,美观、环保。可根据待焊接产品的铆点尺寸大小及焊接要求,更换不同的超声波焊接头,既快捷又方便,外形依照人体工程学设计,超声波启动开关位于扳机 后面,便于提握和使用,特别适用于水平方向或立面的焊接作业。直握式超声波点焊机:外形为直筒式的设计,超声波启动开关位于直筒的外侧,便于手握焊接和携带,也可之间安装于机器设备上,适用于各个方向上的焊接作业。 济南大规模点焊机有几种