商机详情 -
辽宁动跑合机
3. 波形弹簧总成。装配主轴总成时,波形弹簧必须先恢复到压缩状态,再拆卸。这时候,可能很难用拉具压缩,可以做一个专门的工具来完成压缩。4. 数控主轴部件常见故障及排除方法。数控主轴的旋转精度直接影响工件的加工精度。主轴部件失效的主要形式是主轴发热、主轴运转时产生噪音、主轴振动大、刀具无法装夹等。。造成上述故障的主要原因是主轴的长期磨损、主轴的切削负荷过大以及主轴的维护和润滑不良。机床(英文名:machine tool)指制造机器的机器,也称为机床或机床,习惯之上被称为机床。。一般分为金属切削机床、锻压机床和木工机床等。。在现代机械制造之中,机械零件的加工方法有很多:除切削之外,还有铸造、锻造、焊接、冲压、挤压等。在机床之上通过切割进行终加工。机床在国民经济现代化进程之中发挥着重要作用。车床是主要使用车刀车削旋转工件的机床。钻头、铰刀、铰刀、丝锥、冲模和滚花刀具也可在车床之上进行相应的加工。。车床主要用于加工轴、盘、套等具有旋转表面的工件,是机械制造厂和修理厂使用的机床类型。1。定期检查和清洁主轴。辽宁动跑合机
跑合机
主轴电机的预热主轴电机预热是保证电机轴系能有一个良好的工作精度,这是每天开机时都要做的工作!请记住:高速电机在预热得情况下开始工作才能保证良好的工作精度!下面以额定功率上限速度为10000rpm的主轴电机举例,列出常用主轴电机的具体的预热工作程序,请大家在实际中参照不同型号电机的不同转速参数值,从低速开始按照2000转为级差进数进行预热。预热电机时注意:装卡刀具之前一定要清洗压帽、卡头和转子,并将刀具装卡到位。辽宁动跑合机在维修前,必须准确地确定主轴的故障状况。
(1)拆下雕刻机主轴前后端盖及前后螺母; (2)从轴的前端向后用力推出主轴及后轴承座,直线轴承等附件; (3)轴承垫圈。 雕铣机主轴操作的基本注意事项有哪些吗? 1.雕刻过程中,严禁近距离观察,以防止切屑飞入眼睛,观察时要暂停雕刻,关闭电机主轴并确定电机主轴不再旋转。 2.雕铣机主轴维修装卡刀具时露出卡头的长度须参照雕刻工件、夹具而定,在满足条件情况下露出卡头的长度尽量的短,当刀具的总长度小于22mm时,严禁继续使用。 3.装卡刀具时,须先将卡头里的灰尘及杂物清理干净,把卡头装入压帽内并放正,再一起装到电机主轴上并将刀具插入卡头,再锁紧压帽,上下刀松紧压帽的时候严禁采用推拉方式而要用旋转方式。
(2)故障处理:更换前轴承及润滑脂,调整轴承游隙,手工研磨主轴内锥孔定位面,用涂色法检查,更换碟形弹簧。将修好的主轴装回主轴箱,用千分表检查径向跳动,主轴温升和噪声正常,加工精度满足加工工艺要求,故障排除。 (3)改进措施:①增加压缩空气精滤和干燥装置,过滤器要定期排水,定期清洗或更换滤芯;②随时检查主轴锥孔、刀柄的清洁和配合状况,检查空气干燥器工作是否正常;③合理安排加工工艺,避免材料切除率陡变;④严禁超负荷运行,有故障应及时报修,不得带病运行。 在产品的试验过程中,发现主轴运转噪声很大,严重影响机床精度,轴承的使用寿命也缩短,通过对该产品的主轴结构和装配过程进行分析,找出装配精度超差的原因,并根据发现的问题,提出新的装配工艺方法,解决了装配精度超差的问题。 主轴采用两点支撑,主轴前端采用双列圆柱滚子轴承和双列圆柱滚子轴承组合支撑,通过锁定螺母调整轴承间隙,后端采用双列圆柱滚子轴承支撑,通过两个锁定螺母调整游隙。主轴端部短锥用于工装夹具的定位,并通过端面键传递扭矩,主轴传动通过多楔带轮经花键法兰盘传递到主轴,以消除带轮对主轴的径向张紧力,提高主轴刚度。3. 定期对设备进行清洗,保持设备清洁,使其延长使用寿命。
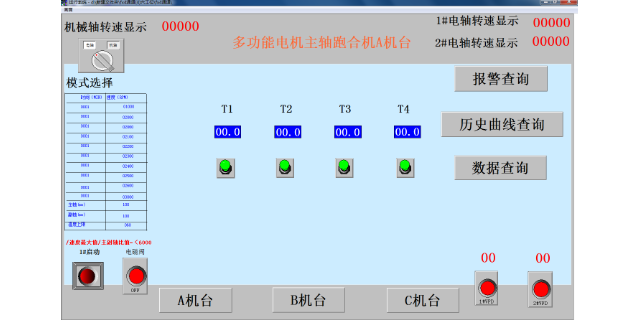
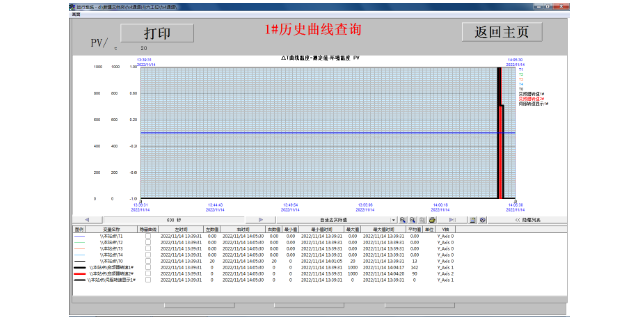
新机器所有系统都是新的,还会有多余的润滑油脂,如果刚开始电机主轴就进行高负荷运行,那么机器它的零件磨损和间隙就会加大,所以需要磨合,使它的润滑系统适应工作强度。在常年恒温的房间里主轴电机由慢速逐步增加到主轴的高转速,需要进行一段长时间的跑合程序用来观察主轴性能的稳定情况,确保滚动体与轨道之间的有效磨润,在这个跑合的过程当中,有转速的控制,还有震动的控制,这些都会得到相应的测试数据,通过量化加载和在线监测,图表分析等等,更科学的反应机床主轴的传动系统的制造和装配质量,方便我们的技术人员对产品进行技术改造和产品更新磨合后是零件在给定摩擦条件达到表面粗糙度有助于延缓进入剧烈磨损阶段的时间延长零件寿命。辽宁动跑合机
导致机械手插刀时,工具手柄的键槽与主轴之上的定位键不对齐,定位键会损坏。辽宁动跑合机
当机械手将使用过的刀具连同刀夹取出后,主轴后端的液压缸活塞中心孔通入压缩空气,经垫圈22的径向孔进入主轴前端弹簧夹头2内,将夹头内的脏物或铁屑吹掉,从而保证弹赞夹头与刀夹接触面的清洁。3、主轴准停装置。主轴11前端装有定位块29,刀夹1插入时,其上的缺口必须与定位块29对准,使定位块正好与刀夹1的缺口相接合,以在切削加工时传递转矩。当机械手抓取刀具及刀夹1时,刀夹1的缺口位置就在机械手中固定,这就要求主轴11上的定位块29每次必须停止在一个相对固定的位置上,这样才能顺利地实现刀具的安装。凸轮27和凸轮28是供主轴准停用的凸轮。辽宁动跑合机