商机详情 -
化工耐磨球阀维修服务企业
调节阀外泄,怎么办?采用透镜垫密封:对于上、下盖的密封,阀座与上、下阀体的密封。若为平面密封,在高温高压下,密封性差,引起外泄,可以改用透镜垫密封,能得到满意的效果。更换密封垫片:至今,大部分密封垫片仍采用石棉板,在高温下,密封性能较差,寿命也短,引起外泄。遇到这种情况,可改用缠绕垫片,“0”形环等,现在许多厂已采用。对称拧螺栓,采用薄垫圈密封:在“0”形圈密封的调节阀结构中,采用有较大变形的厚垫片(如缠绕片)时,若压紧不对称,受力不对称,易使密封破损、倾斜并产生变形,严重影响密封性能。球阀维修:提前准备好所需的每种工具,这样会节省时间。化工耐磨球阀维修服务企业
在于没有根据阀门类型类别,对不同的阀门密封容量进行精确的计算。可以以阀门尺寸和类别算出密封容量,再合理的注入适量的润滑脂。蝶阀注脂时,常忽略压力问题。在注脂操作时,注脂压力有规律地呈峰谷变化。压力过低,密封漏或失效,压力过高,注脂口堵塞、密封内脂类硬化或密封圈与阀球、阀板抱死。通常,注脂压力过低时,注入的润滑脂多流入阀腔底部,一般发生在小型闸阀。而注脂压力过高,一方面检查注脂嘴,如是脂孔阻塞判明情况进行更换;另一方面是脂类硬化,要使用清洗液,反复软化失效的密封脂,并注入新的润滑脂置换。化工耐磨球阀维修服务企业在拆卸过程中,以均匀且对称的方式逐渐拧开螺栓:这将确保您通过螺栓连接的零件不会受到任何损坏。
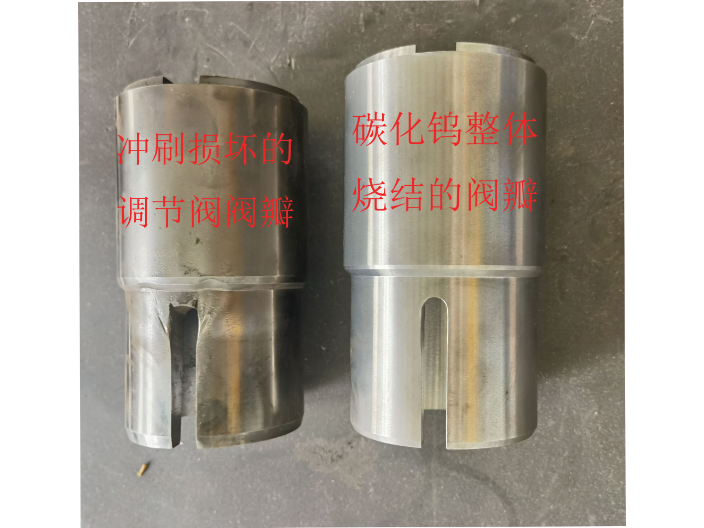
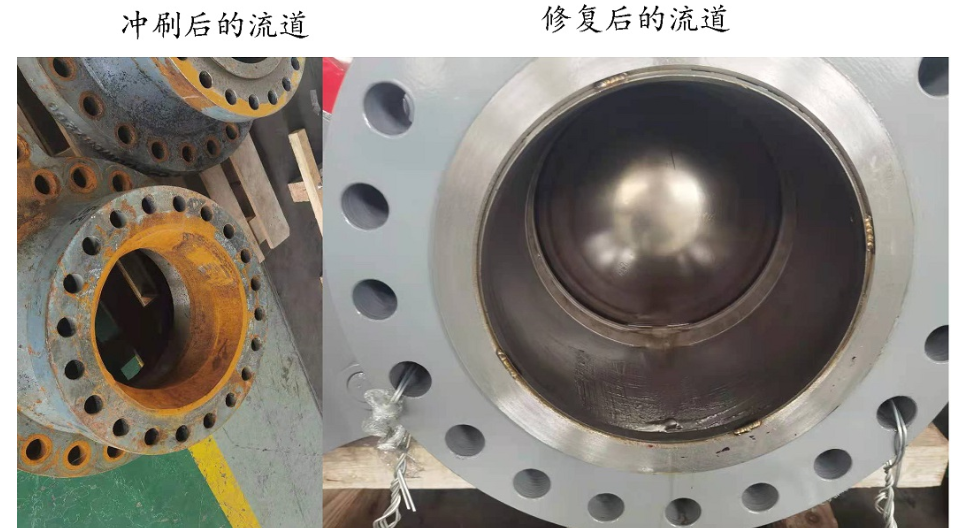
调节阀如何防止塑变?塑变使一种金属表面把另一种零件的金属表面擦伤,甚至粘在一起,造成阀门卡住,动作不灵、密封面拖伤、泄漏量增加、螺纹连接的两个件咬住旋不动(如高压阀的上、下阀体)等故障。塑变与温度、配合材料、表面粗糙度、硬度和负荷有关。高温使金属退火或软化,进一步加剧塑变趋势。解决塑变引起阀故障的方法有:易擦伤部位采用高硬度材料,有5~~10Rc硬度差;两种零件改用不同材料;增大间隙;增加润滑剂;修复破坏面,提高光洁度和硬度:螺纹咬住旋不动时,只好一次性焊好用。
蝶阀正常注脂时,距离注脂口较近的出脂孔先出脂,然后到低点,然后是高点,逐次出脂。如果不按规律或不出脂,证明存在堵塞,及时进行清通处理。注脂时也要观察阀门通径与密封圈座平齐问题。例如球阀,如果存在开位过盈,可向里调整开位限位器,确认通径平直后锁定。调整限位不可只追求开或关一方位置,要整体考虑。如果开位平齐,关不到位,会造成阀门关不严。同理,调整关到位,也要考虑开位相应的调整。确保阀门的直角行程。 注脂后,一定封好注脂口。蝶阀密封型号和密封材质,会影响注脂压力,不同的密封形式有不同的注脂压力。
确保球阀孔和螺栓不会松动,并且在重新组装过程中仍然可以装配在一起。在重新组装过程中,以相同的方式均匀地拧紧螺栓。在阀门的不同部分上涂抹适当的清洁剂:由塑料、橡胶和金属制成的阀门零件应使用特定的清洁剂。应使用适当的清洁剂,以免清洁剂与零件发生反应。这样可以防止腐蚀造成的任何 损害。由气体制成的清洁喷雾剂非常适合以气体为工作介质的金属零件。在非金属零件上可以使用酒精或水或两者的混合物来清洁。也有专门为阀门零件配制的清洁剂。尚留有未分解下来的非金属件的金属件可采用干净的细洁的浸渍有清洗剂的绸布擦洗。化工耐磨球阀维修服务企业
球阀养护时一般都处于开位状态,特殊情况下选择关闭保养。化工耐磨球阀维修服务企业
球阀尚留有未分解下来的非金属件的金属件可采用干净的细洁的浸渍有清洗剂的绸布(为避免纤维脱落粘附在零件上)擦洗。清洗时须去除一切粘附在壁面上的油脂、污垢、积胶、灰尘等。非金属零件清洗后应立即从清洗剂中取出,不得长时间浸泡。清洗后需待被洗壁面清洗剂挥发后(可用未浸清洗剂的绸布擦)进行装配,但不得长时间搁置,否则会生锈、被灰尘污染。再重新装备前必须保证其干燥无污物。新零件在装配前也需清洗干净。球阀是用来控制水龙头出水的一个重要配件,球阀如果出现漏水问题的话,水龙头就会无法正常使用,所以一旦发现球阀漏水的时候,就应该及时进行维修。化工耐磨球阀维修服务企业